
|
|
|
Главная Классификация радиоэлектронной аппаратуры [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [ 44 ] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] Если адгезия смолы к металлу вывода невелика, то при воздействии термоударов со временем могут образоваться зазоры, которые идут вглубь и имеют способность капиллярно засасывать влагу. Если слой заливки меньше 1 мм, то при длительном непрерывном воздействии влага проникает непосредственно сквозь него. Так, сквозь слой эпоксидного компаунда толщиной 0,5 мм влага проникает за 30 сут. В таком случае влагостойкость может быть увеличена дополнительной защитой, например, слоем металлизации, наносимой поверх слоя заливки путем горячего распыления металла сжатым газом [16]. Кроме влагозащиты, слой металла осуществляет экранирование от высокочастотных полей и выравнивание температурного градиента на поверхности. При заливке механическая прочность изделия существенно повышается. Собственная емкость монтажа после заливки возрастает примерно в 8/2 раз, где е - диэлектрическая проницаемость заливочного компаунда. При использовании пенопласта собственная емкость практически не увеличивается. Теплопроводность заливочного компаунда выше теплопроводности воздуха. Так, для компаунда Д-38 теплопроводность составляет 0,6 вт1{м-град). Улучшение теплоотвода может быть достигнуто применением теплопроводных прокладок, которые имеют контакт с массивным металлическим шасси. Плотность заливочного компаунда в зависимости от применяемого наполнителя лежит в пределах 1,2-3 г1см. Чем выше плотность монтажа, тем увеличение веса менее заметно. При использовании пенопласта вес узла увеличивается незначительно. Плотность самовспенивающегося пенопласта, применяемого для заливки всего 0,1-0,5 г1см. Толщина слоя при такой заливке должна быть достаточной для образования пористой структуры, поэтому габариты узла приходится увеличивать.- Влагостойкость пенопласта хуже, чем монолитного полимера с твердым наполнителем. Пенопласты в противоположность поропластам (губкам) не являются влагоемкими материалами, так как газовые ячейки в них не сообщаются друг с другом. Но молекулам воды легче последовательно преодолеть тонкие перегородки пор пенопласта, чем сплошной слой компаунда. В залитом узле возникают внутренние механические напряжения, правильный учет которых имеет решающее значение при обеспечении надежности. Существуют два источника таких напряжений: первичная усадка при отверждении и различие температурных коэффициентов компаунда и заливаемых деталей. При полимеризации заливочного компаунда происходит переход сравнительно низкомолекулярной смолы в высокомолекулярное соединение, полимер приобретает пространственную, более компактную структуру. Зто является причиной первичной усадки. Компаунд горячего отверждения затвердевает при температуре выше 100° С, в результате чего к механическим напряжениям от первичной усадки при остывании добавляются напряжения из-за различия температурных коэффициентов линейного расширения заливочного компаунда и деталей узла. На величину суммарного коэффициента можно влиять с помощью введения наполнителя. Температурный коэффициент расширения полимеризованной эпоксидной смолы без наполнителя составляет примерно +70-10"* град~, а с наполнителем в виде пылевидного кварца - в 2 раза меньше. Температурные коэффициенты расширения Материалов деталей, входящих в состав узла,, лежат в пределах от +4-10""" град" (керамика) до+16-10"* град (медь). В зависимости от формы и взаимного расположения заливаемых деталей механические напряжения могут вызывать не только усилия сжатия, но и усилия изгиба. Всякое последующее нагревание узла могло бы снимать часть этих напряжений, но этому мешает адгезия компаунда к заливаемым Деталям. При замораживании внутренние напряжения могут привести к растрескиванию, если они превысят силы когезии компаунда. Поэтому наиболее опасным является воздействие отрицательных температур. Особо чувствительны к сжатию при заливке ферритовые и железо-никелевые сердечники, керамические конденсаторы, тонкие провода. Некоторое снижение напряжений достигается введением в компаунд пластификатора. Промежуточное обволакивание амортизирующим эластичным материалом (эластомером), например компаундом на основе тиокола, снижает градиент механических напряжений, но не снимает их вовсе, так как эластомеры не уменьшают объема при деформации и они несжимаемы в замкнутом объеме. В большей степени амортизирующую роль может выполнить обволакивающий слой эластичного пенопласта, в котором сжатию подвергаются пузырьки газа в порах. Предпочтительны конструктивные решения, в которых применена заливка пенопластом и размещение в оболочке. Пластмассовая или металлическая оболочка выполняет роль неотделимой формы и корковой защиты от влаги. В настоящее время лучшие показатели имеют пенополиуретаны, вспенивающиеся и отверждаемые при комнатной температуре. Для монолитной заливки наиболее распространены эпоксидные компаунды (см. приложение 6). Главными достоинствами эпоксидных смол являются высокие адгезия (почти к любым материалам) и когезия. Эпоксидные .компаунды делят на составы горячего и холодного отверждения. Последние менее теплостойки и менее удобны из-за быстрого загустевания, поэтому их применяют в качестве замазок и клеев, а не для заливки. При заливке форма и узел должны иметь температуру около 80° С, чтобы увеличить текучесть компаунда. Компаунды горячего отверждения требуют прогрева при 100° С в течение нескольких часов. Реакция полимеризации экзотермическая. Так, эпоксидный компаунд горячего отверждения, нагретый до 160° С, при отверждении разогревается еще примерно на 50° С. Это необходимо учитывать при заливке деталей ограниченной теплостойкости. Компаунды холодного отверждения полимеризуются при нормальной температуре и затвердевают через 4 ч, но приобретают установившиеся параметры через сутки. К компаундам холодного отверждения относятся эластичные компаунды на основе каучу-ков. Они обладают высоким относительным удлинением при усадке и воздействии отрицательных температур, что снижает внутренние механические напряжения. Типичным эластичным компаундом является герметик УТ~32: содержит до 90% тиокола, эпоксидную смолу, наполнитель TiOg и отвердитель. 6-4, Герметизация в разъемнгии и неразъемном корпусе Герметизация в разъемном корпусе. Уплотнительные элементы в неподвижных и подвижных сочленениях. Конструкции разъемных соединительных узлов. Влагопоглотители. Вакуумплотная неразъемная герметизация. Проходные изоляторы Для защиты ремонтируемой РЭА от влаги, морского тумана, брызг и пыли применяют герметизацию с помощью разъемного корпуса (контейнера). Чтобы стенки корпуса могли выдерживать разрывающее усилие при изменении окружающего барометрического давления, их выполняют с наружными ребрами жесткости. Эти ребра играют двоякую роль: повышают механическую прочность стенок корпуса и увеличивают теплоотдающую поверхность. Литой герметизированный корпус состоит из двух частей, соединяемых с помощью фланцевого соединения (рис. 6-2). В стыке между поверхностями необходимо обеспечить беззазорность, достигаемую применением прокладок из материала, способного упруго деформироваться [25, с. 332]. Условием непроницаемости герметичного соединения является сохранение во все время его службы контактного давления между уплотняющей прокладкой и соприкасающимися поверхностями. Значение контактного давления должно превышать перепад давлений разделяемых сред. Применяют металлические и резиновые прокладки, удовлетворяющие этому условию. Металлические прокладки выполняют из свинца, алюминия, красной меди. При стягивании винтами прокладки деформируются, в них могут возникнуть напряжения, превышающие предел текучести. В резиновых прокладках уплотнение достигается действием остаточных упругих деформаций. Резина, помещенная в замкнутый объем и подвергаемая одностороннему сжатию, передает давление, как жидкость, т. е. практически сразу. Но, в отличие от жидкости, в резине наблюдается явление релаксации, проявляющееся в постепенном падении напряже- 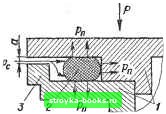 ния при неизменном значении деформации. Релаксация вызывается замедленной перестройкой молекулярной структуры деформированной резины. Так, через 20 мин напряжение снижается на 14%, через двое суток - на 25% и стабилизируется. При повторном обжатии релаксация меньше, всего 6% за 20 сут. Поэтому узел уплотнения с резиновой прокладкой следует подтянуть через двое суток после сборки. Резина практически несжимаема, при давлении 800 Мн/м сжатие составляет всего 3%. Температурный коэффициент линейного расширения резины ТКЛР = 500. 10" zpad, что примерно в 40 раз больше, чем у стали, и может при нагревании замкнутого узла привести к разрушению тонкостенной конструкции или к развитию вредных для резины механических перенапряжений. Резина не должна подвергаться эксплуатационным деформациям сжатия более чем на 30%, иначе она быстро теряет свои эластичные свойства. Резина обладает склонностью свариваться с металлической поверхностью при сильном продолжительном давлении. Это особенно характерно для сырой резины, но справедливо и для вулканизованной. Например, герметичные узлы, которые пробыли в замкнутом состоянии несколько месяцев, размыкаются с большим трудом, прокладка местами разрывается, но не отделяется от металла, т. е. силы адгезии превышают когезионные силы. Поэтому, если узел уплотнения с резиновой прокладкой обеспечил герметичность в течение полугода, он сохранит ее и в дальнейшем, если узел не раскрывать. Резиновые прокладки следует применять цельными, преимущественно круглого сечения (не клеенными из готовых шнуров, а полученными методами вулканизации в пресс-форме). Во всех случаях применения прокладок важное значение имеет состояние контактных поверхностей. Если они с царапинами и недостаточно чисто обработаны (ниже 6 класса чистоты) или имеют отклонения от плоскостности, уплотняющая прокладка не перекроет этих изъянов, не заполнит неровностей и могут возникнуть местные зоны недостаточного контактного давления. Находясь в деформированном состоянии, прокладка не должна накапливать остаточную деформацию больше определенной нормы. Прокладку укладывают в паз фланцевого соединения (см. рис. 6-2). Форма паза обеспечивает самоуплотнение при возникновении перепада давления. Прокладка вызывает начальное контактное давление р, которое обеспечивает герметичность уплотнения в отсутствие перепада давления. При появлении избыточного давления с той или иной стороны окружающая среда (газ или вода) давит на прокладку, проникая сквозь щель в замке, и прижимает ее к стенкам замка с силой р, (давление среды), которая, суммируясь с силой начального давления р„, обеспечит замыкание. Таким образом, при любом давлении среды прокладка всегда прижата к стенкам и тем сильнее, чем больше давление среды, но всегда с превышением на величину р„. При этом паз заполняется прокладкой не полностью, остающийся зазор предусматривает возможность расширения прокладки при нагреве или разбухании. Показанный на рис. 6-2 щелевой зазор с получается за счет допусков на размеры сопрягаемых деталей. Действующая на уплотнительный узел температура определяет выбор материала прокладки. С понижением температуры упругость эластичных прокладок снижается, они твердеют, уменьшаются в объеме и уменьшают контактное давление. С повышением температуры опасно растут остаточные деформации. Зависимость механических обратимых напряжений в резине от температуры (рис. 6-3) позволяет определить величину напряжения в заданном диапазоне температур эксплуатации [24]. Например, если минимальная температура эксплуатации -10° С, то следует задаться значением наименьшего напряжения в резине при этой температуре (еще достаточного, чтобы обеспечить герметичность), например 5 Мн1м. Найдем эту точку на графике и обозначим буквой а. Через точку а проведем штриховую линию а-б параллельно основной наклонной линии графика. Пусть максимальная температура эксплуатации составляет +55° С, тогда интересующее нас давление найдем на пересечении прямой а-б с ординатой +55° С (точка в). Соответствующее ей давление будет 75 Мн1м\ Отсюда можно найти конструктивные размеры нагруженного замка. В цехе при затяжке замка температура +20° С. Рис. 6-2. Узел с самоуплотнением фланцевого соединения герметизированного корпуса ; - элементы соединяемых деталей; 2 - упругая прокладка; 3 - упор Р - стягивающее усилие бо.чта; Pj, - давление среды; Pj - давление прокладки; а - щелевой зазор [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [ 44 ] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] 0.0013 |