
|
|
|
Главная Классификация радиоэлектронной аппаратуры [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [ 51 ] [52] [53] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] или совпадающих с направлениями извлечения из детали подвижных формующих вкладышей в сложных формах. Уклонов не указывают для плоских деталей толщиной 5-6 мм, для тонкостенных деталей высотой 10-15 мм и наружных поверхностей деталей высотой до 30 мм. Технологические уклоны задают в пределах от 15 до 1° в зависимости от материала. Сопряжение двух, трех или четырех стенок - наиболее часто встречающиеся виды сопряженийв деталях (рис. 7-27). Толщину сплошных сечений не рекомендуется брать более 10 мм. При конструировании деталей необходимо помнить, что прочность литых и прессованных материалов при сжатии значительно превосходит прочность при растяжении (рис. 7-28). Правильно сконструированной деталью следует считать такую, у которой величина разностенности не превышает 30% наименьшей толщины и нет резких переходов (рис. 7-29). Для упрочнения краев тонкостенных деталей применяют буртики (рис. 7-30). Толщина буртика не должна превышать двойной толщины стенки. Толщина ребер жесткости не должна превышать 0,6 толщины сопряженной стенки. Переход ребер жесткости к стенкам во избежание трещин должен выполняться плавно (рис. 7-31). Радиусы за кругле-н и й рекомендуется делать не менее 0,8 мм для наружных поверхностей и 1,5 мм для внутренних. На одном изделии следует применять наимеяьшее количество значений радиусов закруглений. Отверстия в литых и прессованных деталях имеют резнообразное назначение: технологические отверстия, отверстия для снижения веса, расхода материала, установочные отверстия (базы) и т. д. Расположение отверстий на теле детали, их разновидность (сквозные, глухие, ступенчатые) и конфигурация в значительной степени определяют величину внутренних напряжений, усадку и точность отвер-   Рис. 7-27. Виды сопряжений стенок пластмассовых деталей: а - лобовое, б - V-образное, в - К-образное, г - L-образное (угловое), д - Т-образное (тавровое), е - вилкообразное, ж - Х-образное, з-крестообразное Неправильно Правильно  Рис. 7-28. Конструкции дегали с учетом направления действующего усилия Неправильно Правильно 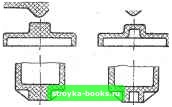 Рис. 7-29. Примеры равностенных деталей СТИЙ и межцентровых расстояний, сложность пресс-формы, трудоемкость изготовления. Оформление отверстий может быть окончательное или частичное, с последующей обработкой. Зачастую отверстия проще выполнять механической обработкой, особенно при малой серии. при литье или прессовании можно получить отверстие такой конфигурации, которую технологической обработкой сделать трудно. Например, отверстия формы, показанной на рис. 7-32, а, получить литьем или прессованием сравнительно легко, так как для этого требуется простой вкладыш Неправильно Правильно  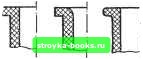 Рис. 7-30. Формы упрочняющих деталей буртиков пластмассовых цилиндрической формы со снятой лыской. Отверстия с двумя фасками в литых и прессованных деталях выполнить трудно, поэтому при необходимости вторую фаску (рис. 7-32, б, справа) приходится получать механической обработкой. Возможна трещина 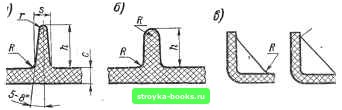 Рис. 7-31. Рекомендуемые р.ззмеры ребер жесткости в пластмассовых деталях: г = s/4, R === s/3, Л = 3s (а); R = (050,6) s, ймакс = 2,5s (б); R == (0,5-f-1,0) мм (е) Отверстия простых форм могут быть сквозными и глухими (рис. 7-32, в). Сквозные отверстия получить легче, чем глухие, так как формующий стержень может быть закреплен в форме не консольно, а с двух сторон. Сквозные отверстия сложной конфигурации приходится получать при двустороннем формообразовании отверстия (рис. 7-33, б). Ось отверстия дол-  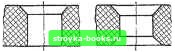 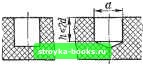 Рис. 7-32. Формы отверстий в пластмассовых деталях жна располагаться в направлении движения пуансона, так как расположение ее в перпендикулярной плоскости приводит к значительному усложнению прессформы. Расстояние между соседними отверстиями или отверстием и краем должно быть не менее диаметра отверстия. При расположении отверстия вблизи от края детали необходимо, чтобы форма края соответствовала форме отверстия. Это способствует соблюдению равностенности, уменьшает возмож- ную деформацию отверстий в результате неравномерной усадки стенок (рис. 7-34). Минимальное расстояние b от отверстия до края определяется диаметром отверстия D: 2,5-9 9-13 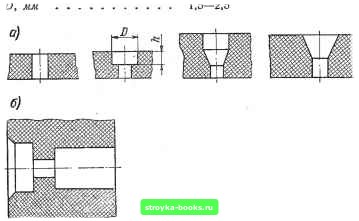 Неправильно Правильно Рис. 7-33. Формы сквозных отверстий при одностороннем (а) и двустороннем (б) формообразовании Углубления под головки винтов необходимо применять только цилиндрические (см. рис. 7-33, а). В этом случае не происходит скола материала и не требуется повышенной точности в расстоянии между центрами отверстий, какая нужна при конических головках: Резьба.......М2 МЗ М4 М5 Мб М8 М10 D, мм....... 4,5 6 7 8,5 10,5 13,5 16,5 h, мм....... 2 3 3,5 4,3 5,5 7 8,5 Для устранения влияния коробления, усадки и неровностей больших площадей, с целью придания деталям жесткости и точности сопряжения поверхностей применяют опорные плоское ги, выступающие над поверхностями в виде выступов, бобышек и буртиков. Опорные поверхности крышек, плит и т. п. следует ограничи--к \ /TN вать по площади до минимума, как и 47"j кТ>-Р7 высоту бобышек (рис. 7-35). Если бобышки должны быть выше, чем s/3, то в основной стенке делают выемку. Бобышки сопрягают с основной деталью плавно, без резких переходов. При конструировании пластмассовых деталей часто применяют армирование, так как пластмассы характеризуются низкой контактной прочностью, очень малым сопротивлением сдвигу (срезу), склонны к ползучести при длительных нагрузках. Чтобы избежать этих недостатков, пластмассы армируют металлической арматурой из стали, латуни и бррнзы. Арматуру применяют также для увеличения точности детали. Она уменьшает усадку пластмассы. Во многих случаях арматурой являются латунные контактные выводы. Для выполнения пайки они должны быть предварительно залужены. Гальваническое покрытие арматуры припоем ПОС имеет рыхлую пористую структуру. В результате такой слой не предохраняет поверхность основного металла от окисления и не может препятствовать паразитной диффузии цинка из латуни в припой, в результате с течением времени паяемость контактной арматуры, запрессованной в пластмассу, резко ухудшается. Во время самого процесса запрессовки в пластмассу, связанного с нагревом, указанные   Рис. 7-34. Расположение отверстия Б углу пластмассовой детали [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [ 51 ] [52] [53] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] 0.001 |