
|
|
|
Главная Направлениях экономического развития [0] [1] [2] [3] [4] [5] [6] [7] [ 8 ] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] [55] [56] [57] (2.5) экспериментальной модуляционных характеристик получается при расчете 1 из формулы В общем виде зависимость тока катода от напряжения на модуляторе где Д/м~з - - напряжение модуляции, В; у = 2,5 -показатель степени, характеризующий кривизну модуляционной характеристики; о = 2,8...3,0 - коэффициент качества катода. Максимальный (полный) ток катода-это такой ток трубки, при котором напряжение на модуляторе по отношению к катоду равно нулк> на остальных электродах номинальны. Для обеспечения равенства потенциалов катода и модулятора обычно закорачивают катод вблизи выводов трубки. =Uy = 0), а напряжения 750 £00 £50
20 W д -25 25 - 20 А 15 200 6 дОО Vg,B Рнс. 17. Зависимости полного тока катода от запирающего напряжения (а) и коэффициента качества катода и напряжения модуляции от напряжения на ускоряющем электроде (б): 7 -61ЛКЗЦ (fg измеряется по исчезновении сфокусированного пятна в режиме V = 6,3 Б, С/д = 25 кБ, £/ф = 5 кВ); 2 -61ЛК1Б (C/g измеряется при 1 = 1 мкА, С/ц = 6,3 Б, С/д = 18 кБ, £/ф= 0); 3 - кривая напряжения модуляции кинескопа 61ЛК1Б Формула для определения /ц вытекает из уравнения (2.5). Пр» „=0/,„ = 9f/l-«. Максимальный ток катода в трубках с большим запирающим напряжением при подаче номинальных напряжений на остальные электроды может составлять Б-6 мА, поэтому во избежание перегрузки катода и экрана контроль тока нужно производить быстро. График зависимости полного тока катода от запирающего напряжения показан на рве. 17,а. Коэффициент качества катода q может быть определен, если известны максимальный ток катода Уц и запираюиСее напряжение При производстве трубок значение коэффициента колеблется от 1 до 4. В трубках с хорошими эмиссионными свойствами 9 = 2,3...3,5. Коэффициент q заметно возрастает при увеличении температуры катода. Коэффициент качества катода зависит от геометрии ЭОС и режима включения ЭЛТ (рис. 17,6). Для трубок с малым .[/3 коэффициент g будет низким, несмотря на хорошее качество катода. Поэтому сравнение качества катодов различных типов кинескопов по параметру q возможно лишь тогда, когда в последних заданы одинаковые допустимые пределы U. Если измерение производится не по исчезновению фокусированного пятна, а при фиксированном значении тока катода, то введение среднестатистической поправки т (q = Iol(U + mf ) возможно только в случае высокой стабильности U. В противном случае каждое значе" ние 1/3. должно иметь свою поправку т. Величина т для конкретного значения может быть определена как m. - G,W (если измерение t/g производится при = 1 мкА), Гамма-характеристика у задается для всех типов цветных кинескопов. Кинескоп, как и любая другая ЭЛТ, является нелн! ейнкм элементом, что следует из зависимости /,= f (f/J. Для компенсации этой нелинейности в передающем устройстве вводится т-корректор. Поэтому для рабочего участка модуляционной характеристики вводятся пределы допустимого значения у, обеспечивающего качественное цветовоспроизведение изображения. Рабочий участок модуляционной характеристики наиболее нелинейный, поэтому допустимые пределы у несколько сдвинуты в сторону максимума, т. е. у > 2,6 и у <:3,3. В отличие от коэффициента качества катода у так же, как напряжение модуляции, значительно зависит от геометрии ЭОС и меньше от качества катода. С увеличением U харакгеристика у и напряжение модуляции возрастают при неизменных эмиссионных свойствах катода. На практике у определяется из отношения Д 1п (А In U, по результатам измерения параметров модуляционной характеристики и по графикам. Электронное изображение катода. Для исследования эмиссии и качественных характеристик катодов используются увеличительные свойства иммерсионного объектива. В прожекторах, построенных по двухлинзовой схеме, для получения увеличенного изображения катода на экране кинескопа достаточно исключить действие второй линзы или уменьшить ее омти искую силу. При этом увеличительные свойства иммерсионного объектива определяются согласно теореме Лагранжа- Гельмгольца. При этом плотность тока на изображении катода (г) связана с плотностью тока на катоде (г) соотношением (г,,) = iJ.r)lM. {М = - и/k ~ коэффициент увеличения системы). В трубках с высоким анодным напряжением для получения качественного электронного изображения катода достаточно снизить это напряжение до 5-6 кВ, после чего, регулируя напряжение модулятора или ускоряющего электрода, можно достичь хорошей резкости эмиссионной картины просматриваемого катода. Развертка луча выключается. Рабочая поверхность катода. Радиус рабочей поверхности катода при заданном токоотборё определяют, проектируя эммитируемую пло- дадь катода на плоскость его изображения. При известных t(t = U- UJU и радиусе отверстия модулятора радиус эмыитируемой (рабочей) поверхности катода можно определить из выражения «а RfJ" (n-показатель степени, равный 0,5-1- при условии, что Плотиость тока катода. При известном коэффиниенте качества катода д, диаметре модулятора и напряжении модуляции At/, средняя плотность токоотбора с катода = 3,1 • 10- AUq/dK Для ограничения перегрузки катода необходимо определить пиковую плотность в центре рабочей поверхности (рис. 18, о). Значение этой плотности /; (0) = 4о(0) где tU- UJU /„„(0)* 3,1 • 10-<= X X {Ul/M ~ максимальная плотность тока катода при t/, = 0. Рис. 18. Распределение плотности тока катода в ЭЛТ при различном напряжении иа модуляторе (а) и зависимость максимальной плотности тока в пятне от средней плотности тока на катоде при различных значениях напряжения ускоряющего электрода (б): l-UOB; 2- С„= -2 В; S - -. 300 В; 5 - £/у = 400 В; 7 - У = 500 Б; S - С/у"= 700 Б Для случая, когда 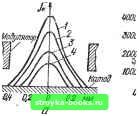 2 5f„uAlm к = кО = м> отнощение /д(О) (0) = 2,64. Зависимость максимальной плотности тока в пятне от средней плотности тока на катоде показана на рнс. 18, б. Разрушение катода положительными ионами. Качество оксидного покрытия катода зависит прежде в-его от режимов электровакуумной обработки трубки. Преобладающими дефектами являются ионное разрушение (темный центр), испарение, загрязнение, вспучивание и растрескивание. Особый интерес представляет ионная бомбардировка катода, вызывающая разрушение оксидного покрытия при ухудшении вакуума в процессе эксплуатации трубок. При давлении остаточных газов Р= 1,3- IO"S Па (I 10""* мм рт. ст.) и рабочем токе 100- 200 мкА уменьшение коэффициента качества катода q зависит от ионного тока: ri/d =-fejjg (й= 4 • 10 - постоянная, учитывающая энергию ионов, движущихся к катоду). При / = О коэффициент q = q, тогда 9 = 9ое Величина ионного тока t- может быть определена исходя из уравнения = 1-pj, где ig -электронный ток. А; fe -постоянная маио- *тра; t - время работы прибора, ч. Полученное уравнение для расчета падения коэффициента качества "атода q позволяет ориентировочно установить зависимость долговеч- [0] [1] [2] [3] [4] [5] [6] [7] [ 8 ] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] [55] [56] [57] 0.001 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||