
|
|
|
Главная Приемник [0] [1] [ 2 ] [3] [4] [5] [6] [7] Дэевянное шасси и виде плоской коробки изготовляется обычно из,6-Ю-миллиметровой фанеры. Вначале связывается прямоугольный каркас, иа котором затем укрепляются сверху дне планки. Между планками оставляется пространство, которое используется для крепления ламповых панелек илн других радиодеталей. Подобный способ крепления очень удобен, так как избавляет от иеобходимосгн сверлить большие отверстия в досках июсси. Если деревянное шасси делается для приемника с несколькими лампами, то его рекомендуется экранировать - обить тонким металлическим листом пли оклеить фольгой. Сложные лампоРиге приемники обычно собираются иа металлических шассн. Металлическое шассн лучпе дерепянного: оно р.рсчпее, компактнее и, креме того, само по се-. С/->Зсршай 5е является хорошим экраном, что очень важно для приемников Фн1-. 5. Металлическое шасси. со сложной схемой. Любое шасси, даже для простых приемников, лучи1е делать из листового алюминия млн железа, тем более, что изготовить металлическое шасси легче, чем деревянное. Форма любого шассн в оснонном определяется конструкцией приемника- Плоский ящик без коротких боковых стенок н без дна, напоминающий в своем разрезе удлиненную букву «П*, является наиболее распространенной формой металлического шасси (фиг. 5). Подходящим материалом для такого шасси может быть листовой алюминий толщиной 1,5-2,5 .«.н или железо от I до 2 .и.«. Более тонкие лппы, при сравьштель-ио большом размере шассн. ие обеспечат необходимую жесткость конструкции и потребуют устройства дополнительных перегородок нли планок. Боковые стенки шасси в нх нижней части рекомендуется скреплять металлическими планками, как это показано на фнг. 5. Эти планки делают шассн более прочным, а нарезанные в них отверстия для винтов позволяют прикреплять шасси к ящику приемника. Работа по изготовлению мета;1лнческого шасси состоит из ряда очень простых операций. Если материал, нз которого должно быть изготовлено шасси, нмеет неровности, то их прежде всего необходимо выправить. Для этого металличе- скнй лист кладется на ровную железную плиту, или на ровйо обрезанный торец чурки из твердого дерева, после чего неровные места на листе выравниваются либо ударами деревянным молотком, либо ударами железным молотком по ровному куску дерева, пакладысаемому иа выпрямляемые места. Ударять железным молотком непосредственно по металлическому листу нельзя, так как при эгом будут появляться новые выбоины. Пели шасси делается из железа, и лист при этом попадается ржавый и загрязненный, его надо почистить наждачной бумагой, обезжирить венской известью, или, в крайнем случае, денатурированным спиртом, а затем покрасить алюминиевым порошком, растворенным в киноклее. Можно также покрыть шассн масляной пли эмалевой краской. Покраску следует производить после того, как в шасси будут Сделаны все отверстия. Из ровного металлического листа по размерам, указанным иа чертеже, или по готовому шаблону делается выкройка развернутого шассн. Если выкройка производится по шаблону, то последний наклад11вается Eia металлический лист, на котором затем стальной чертилкой (острой иглой) прочерчивается контур выкройки. Если же выкройка делается по чертежу, то границы выкройки намечаются по чертежным размерам и вычерчиваются той же чертилкой. Затем нужный для шассн кусок листа вырезается кровельными ножницами илн выпиливается ножовкой, а иерозио обрезанные или выпиленные края выправляются и опиливаются. Чтобы удобнее было резать металлический лист, ножницы следует укрепить в тисках. Вырезанное таким образом шассн следует разметить по чертежу, Па поверхности шассн двумя короткими, пересекающимися под прямым углом линиями, намечаются центры будущих небольших отверстий, прочерчиваются линии сгибов и границы больших (диаметром более 10 жм) круглых и фасонных отверстий. Намеченные чертилкой разметочные линии иа металлическом листе не всегда достаточно заметны. Для того. Чтобы вся разметка была хорошо видна, поверхность листа следует протереть мелом. Разметку шасси можно производить и несколько иным способом; на вырезанное шасси наклеить готовый чертеж или же бумагу и на нее нанести карандашом разметочные линии. При таком способе поверхность шасси остается без царапин, а бумага после изготовления шасси может быть легко смыта горячей водой. Размеры отверстий для некоторых деталей являются стандартными. Так. например, отверстия для ламповых панелек октального тина (для восьмиштырьковых ламп) делаются по размерам, указанным на фиг. 6. Для круглой панельки, крепящейся на шасси при помощи пружинного кольца, делается круглое отверстие а, диаметром 29 мм. Это отверстие имеет маленький выступ, который прн. установке панельки входит в ее канавку и тем самым удерживает ее в определенном положении, не давая ей возможности крутиться. Для плоской панельки, прикрепляемой к шасси винтами, делается круглое отверстие б, диаметром 26 мм и, кроме того, еще два маленькие отверстия под крепящие вннты. Все отверстня на шасси обычно просверливаются прн помощи ручной дре.1Н. Сверление нх, в осооеняости крупных отв 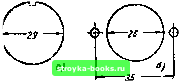  Фиг. 6. Стандартные отверстия для ламповых паяеяек. Фиг. 7. Высверливание большого отверстня- стнй, удобнее производить не на согнутом еще шасси. Перед сверлением необходимо накерннть (углубить) центры будущих отверстий, иначе сверло соскользнет с намеченной точки. Пря накернивании лист кладется на металлическую подкладку. Ocipo заточенный керн ставится на отметку, а по обуш£су корна сначала счегка. а затем сильно и отрывисто ударяют молотком. Керн при этом надо держать строго перпек-дакулярно к поверхности листа, иначе при ударе он может соскользнуть с отметки. Отверстия диаметром до 5 мм деляются сразу, сверлом того же размера, а отверстия большего диаметра сверлятся в два приема: сначала сверлом 3-5 мм, а затем уже сверлом нужного размера. Круглые отверстия диаметром более 10 мм и фасонные отверстия лучше всего высверливать тонким сверлом. Б этом случае параллельно линии намеченного контура отверстия, на расстоянии половины диаметра сверла, которым предполагают высверливать отверстия, проводится вспомогательная линия. На ней после накерпиваиия просверливаются дыры одна возле другой, как это показано на фиг. 7. Проме- жутки между дырами вырубаются узким зубилом, а края от верстня выравниваются круглым или полукрутлым напильником. Сверление отверстий в шасси следует производить на твердой деревянной подкладке. Дрель при сверлении должна быть установлена точно перпендикулярно к поверхности, в которой делается отверстие. Сверло необходимо правильно и хорошо заточить. Намеченное отверстие при сверлении может сместиться немного в сторону, поэтому, просверливая парные отверстия для телефонные гнезд нли отверстия для крепления детали, которая скрепляется в нескольких точках, необходимо после каждого сделанного отверстия проверять разметку. Только убедившись в точности разметки, можно сверлить следующее отверстие. Во время сверления ва противоположной стороне листа по окружности отверстий получаются заусенцы. Их надо снять при помощи сверла, в два раза большего размера, чем то, которым делалось отверстие. Сверло устанавливают иа отверстие с заусепцамн и, не нажимая на дрель, делают несколько обо-роюв. Если отверстие делается под винт с конической головкой, то отверстие надо раззенковать (рассверлить), чтобы утопить головку винта вровень с поверхностью листа шасси. Зенковку нужно производить аккуратно, сверлом вдвое большего диаметра, чем отверстие. Для того, чтобы просверлить все отверстия на шасси, могут понадобиться сверла разных размеров. Однако, они не всегда имеются под рукой. При отсутствии нужного сверла можно пользоваться конической разверткой. Сгибать вырезанный по чертежу металлический лист шасси лучше всего тогда, когда в нем сделаны все отверстия. Каждый борт шасси, который надо согнуть, помешается на уровне лннпн сгиба между двумя пластинами нз углового железа, нли же между двумя брусками из твердого дерева, и зажимается в тпски. Длина пластин нлн брусков берется равной длине борта, а сечение деревянного бруска - равным 50 X: X 50 мм. Затем руками сгибают лист до получения прямого угла, нли близкого к нему, н ударами деревянного молотка (нли желетным молотком через деревянный брусок) подравнивают угол до прямого. При отсутствии тисков, согнуть лист можно другим способом. Лист кладется по разметочной линии на угол доски н выгибается прн помощи двух досок, как это показано на фиг. 8,0. 3 17 Окончательная подправка производится ударами молотка по доске, согласно фиг. 8,6. Согнутое из тонкого материала шасси может оказаться непрочным. В этом случае основание шассн следует укрепить 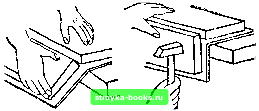 а) гг) Фиг. 8. Сгибание шасси ручным способом. двумя узкими металлическими планками. Плаики вырезаются нз 2-3-МИЛЛИ метро вого железа, сгибаются под углом, просверливаются и приклепываются или ;ке прикрепляются винтами в нижней части шассн. Если требуется сделать шасси еще более прочным, то выкройка должна быть рассчитана ие на два, а на четыре борта, причем два из них делаются короткими. Все четыре борта сгибаются под прямым углом, как это показано на фиг. 9. Готовое шасси, как уже указывалось, привинчивается к дну ящика. Но поместить шасси можно н другим способом, вдвн-
Фиг. 9. Шасси с четырьмя бортами. Фиг. 10. Шасси с удлннекиой панелью. нув его в пазы ящика. В этом случае основная, горизонтальная часть шасси делается с каждой стороны на 10-15 мм длиннее бортов. На фнг. 10 показана форма такого шасси. КРЕПЛЕНИЕ ДЕТАЛЕЙ Монтаж приемника фактически начинается с прикрепления деталей к шассн илн ящику. Но прежде чем установить на шасси ту или иную радиодеталь, надо каждую из них подготовить так, чтобы при монтаже все контакты детали 1& 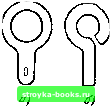 Фиг. 11. Наконечники под винт и гайку. можно было соединить без каких-либо затруднений. К сожя-лению, радиолюбители не всегда придают должЕюе значение такой подготовке и лишь потом убеждаются в своей ошибке; прикрепленную к шасси, но неподготовленную к соединению деталь соединить очень трудно, а иногда даже и совсем невозможно. Поэтому подготовку каждой детали к соединению до ее установки на шасси след>ет считать обязательным правилом, выполнение которого значительно облегчит и ускорит сборку радиоприемника. Подготовка деталей к соединению очень проста. У большинства современных радиодеталей контактные выводы приспособлены для соединений при помощи пайки. Они устроены илн в виде металлических лепестков с отверстиями для соединительного провода, или же в виде концов проволоки. Такие выводы еще до присоединения их в схему надо тщательно, до блеска, зачистить ножом, напнль-"ииком илн наждачной бумагой и залудить горячим паяльником. Отверстия о ныводных лепестках при этом не должны быть залиты припоем. У некоторых деталей контакты рассчитаны на соединение при помощи винтов илн гаек. В этом случае под винт или под гайку нужно поджать наконечник, в качестве которого можно использовать обычный контактный лепесток илн же применить кусочек медной проволоки. И винт, и гайка, и место под ними на детали должны быть хорошо зачищены, а лепесток и конец проволоки равномерно залужч1ы по всей поверхности. Изображенный на фнг. 11,а наконечник в знде лепестка легко изготовить самому. Он вырезается из тонкой листовой латуни или нз жестн, а отверстие в нем высверливается дрелью нли же пробивается бородком. Наконечник из куска проволоки, изображенный на фнг. 11,6, делается с колечком на конце и поджимается под контакт детали винтом нлн гайкой так, чтобы направление сгнба колечка и направление винта нли ганкн прн нх завинчивании совпадали. Это сохранит форму колечка и тем самым обеспечит постоянный контакт. Между наконечником из проволоки н винтом или гайкой рекомендуется прокладывать шайбу. Иногда какая-нибудь деталь приемника располагается иа шасси так, что доступ к ее отдельным ко]5тактам весьма затруднен илн же совсем невозможен. Тогда к контактам такой 2* 19 [0] [1] [ 2 ] [3] [4] [5] [6] [7] 0.0014 |