
|
|
|
Главная Сварка [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [ 11 ] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] Наименование Температура пламени при сгорании в кисло роде, "С природный газ (94% метана) Пары керосина 2000 2400-2450 Вес 1 м при 20°С и давлении 760 мм рт ст., кг Теплотворная способность (низшая). ккал/м Коэффициент замены ацетилена 0,7-0,9 0,8-0,84* кг/дм 8000 10600 ккал/кг 1,6-1,8 1,0-1,3 Количество кислорода, подаваемого в горелку на I горючего, Л1» 1,5-1,6 1,7-2,4 на 1 кг керосина Продолокение таблицы 5 Способ получения (ДЛЯ сварки и резки) Способ хранения и транспортировки Из скважин Переработка нефти По газопроводу или в баллонах под давлением до 165-200 кгс/см В жидком виде в цистернах или бочках под атмосферным давлением Область применения Сварка легкоплавких металлов, пайка, кислородная и кис лоро дно-флюсовая резка Кислородная pejKd стали, сварка легкоплавких металлов, пайка • Для керосина указан вес жидкости. § 4 Сварочная проволока и флюсы Сварочную проволоку выпускают в мотках (бух тах). Ее выправляют и нарезают требуемой длины. В большинстве случаев при газовой сварке применяют присадоч ную проволоку, близкую по своему химическому составу i-свариваемому металлу. Нельзя применять для сварки слу чайную проволоку неизвестной марки и неизвестного химического состава. Химический состав некоторых марок про волоки, применяемой для газовой сварки углеродисты> сталей, приведен в табл. 6. Поверхность проволоки должна быть гладкой и чистой без следов окалины, ржавчины, масла, краски и прочих за грязнений. Температура плавления проволоки должна бып равна или несколько ниже температуры плавления свариваемого металла. Проволока должна плавиться спокойно и равномерно без сильного разбрызгивания и вскипания, образуя при за стывании плотный, однородный наплавленный металл бе посторонних включений, пор, шлаков, плен и прочих дефектов Диаметр присадочной проволоки выбирают в зависи мости от толщины свариваемого металла и способа сварки. Для газовой сварки цветных металлов (меди, латуни алюминия, свинца), а также нержавеющей стали в тех случаях, когда нет подходящей проволоки, применяют в виде исключения полоски, нарезанные из листов той же марки, что и свариваемый металл. Однако сварка полосками ввиду того, что они имеют обычно неравномерную ширину, дает шов худшего качества, чем сварка проволокой. Для сварки чугуна и бронзы применяют прутки, отлитые нз чугуна или бронзы соответствующего состава. Флюсы. Медь, алюминий, магний и их сплавы при нагревании в процессе сварки энергично вступают в реакцию с кислородом окружающего воздуха или сварочного пламени (при сварке окислительным пламенем), образуя окислы, которые имеют более высокую температуру плавления, чем металл. Окислы покрывают капли расплавленного металла тончайшей пленкой и этим сильно затрудняют сплавление частиц металла при сварке. Для зашиты расплавленного металла от окисления и удаления образующихся окислов применяют сварочные порошки или пасты, называемые флюсами. Флюсы, предварительно нанесенные на присадочную проволоку или пруток и кромки свариваемого металла, а также добавляемые в сварочную ванну, при нагревании расплавляются и образуют легкоплавкие шлаки, всплывающие на поверхность жидкого металла. Пленка шлаков покрывает поверхность рас- >s a> ce u •s о n о >s о n о >> к § a о о. is s а О) о § с,к о О) "3 OJ ш = g S 1 5 о Q с: ш о s к е ч а: x s d н gay а° а. и X О О ? < 00 О £Q О а> cq
плавленного металла, защищая его от окисления. Расплавленный флюс способен также удалять из жидкого металла шва образовавшиеся окислы, растворяя их и образуя с ними химические соединения. Таким образом флюс очищает расплавленный металл от окислов и тем самым улучшает качество сварного шва. Составы флюсов выбирают в зависимости от вида и свойств свариваемого металла. Флюс должен быть подобран таким образом, чтобы он плавился раньше, чем металл, хорошо растекался по шву, не оказывал вредного действия на металл шва и полностью удалял образующиеся при сварке окислы. В качестве флюсов применяют прокаленную буру, борную кислоту, кремнекислоту и ряд других веществ. При сварке углеродистой стали флюсы не применяют, так как в этом случае сварочное пламя достаточно хорошо защищает свариваемый металл от окисления. Применение флюсов необходимо при сварке чугуна, некоторых специальных легированных сталей (хромистых и хромоникелевых), меди и ее сплавов, алюминия и его сплавов, магниевых сплавов. Составы флюсов и способы их применения приведены ниже при описании технологии сварки соответствующих металлов. Флюсы в виде порошков применяют также при кислородной резке хромистых и хромоникелевых нержавеющих сталей, чугуна и цветных металлов. Основой флюса для кислородной резки является железный порошок. Действие флюсов при резке подробнее описано в гл. VIU, § 1. ГЛАВА IV ОБОРУДОВАНИЕ И АППАРАТУРА ДЛЯ ГАЗОВОЙ СВАРКИ § 1 Ацетиленовые генераторы Классификация генераторов. Ацетиленовые генераторы служат для получения ацетилена из карбида кальция. Согласно ГОСТ 5190-57 генераторы классифицируются по следующим признакам: производительности- Qfi; 1,25; 2; 3,2; 5; 10; 20; 40; 80: 160 и 320 MJH ацетилена. Генераторы больп:ей производительности используют в химических производствах; способу устройства - передвижнь[е и стационарные. Передвижные изготовляют производительностью до 3,2 м?1ч; системе регулирования взаимодействия карбида кальция с водой - количественным регулированием взаимодействующих веществ; с регулированием продолжительности контакта карбида кальция с водой (повременное регулирование). В генераторах с количественным регулированием применяют дозировку карбида кальция или воды. Если дозируется карбид кальция, а вода в зоне реакции находится в постоянном количестве, то система называется «карбид в воду». При дозировке воды и одновременной загрузке всего количества карбида кальция система называется «вода на карбид». Применяют также комбинированную систему, при которой дозируют оба вещества. В генераторах с повременной системой регулирования контакт карбида кальция с водой происходит периодически, с определенными перерывами. Если подвижным веществом является карбид кальция, то система носит название «погружения», если подвижной средой является вода, то - «вытеснения». Генераторы с повременным регулированием раз- ложения карбида кальция называют - также «контакт- """"Применяют также комбинацию двух указанных систем R одном генераторе с целью получения более четкого регулирования газообразования и уменьшения сброса газа в ятмосферу. Например, совмещают системы «вода на карбид» и «вытеснения», как это сделано в генераторах ГНВ-1,25. На рис. 16 даны схемы ацетиленовых генераторов основных систем. Генераторы «карбид в воду» обеспечивают большую полноту реакции и теплоотвода при разложении карбида 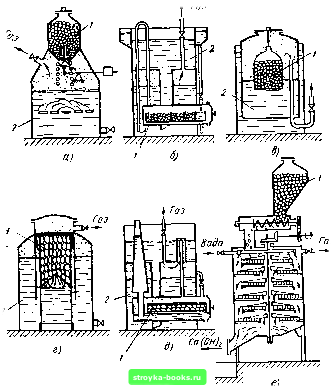 Рис 16 Схемы основных систем ацетиленовых генераторов: а - «карбид в воду». 6 - «вода на карбид», в - «погружения», « «вытеснения», д - комбинированная система «вода на карбил», и «вытеснения», в - схема генератора «сухого» тнпа; / - карбид кальция. i - вода [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [ 11 ] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] 0.001 |