
|
|
|
Главная Сварка [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [ 21 ] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] § 3 Виды швов и подготовка кромок Сварные швы. В зависимости от положения в пространстве сварные швы бывают (рис. 49, а): нижние, горизонтальные, вертикальные и потолочные. Самый простой для выполнения нижний шов, при сварке которым капли расплавленного металла стекают вниз в сварочную ванну. Сварка горизонтальным и вертикальным швами на вертикальной плоскости сложнее сварки нижним швом. Наиболее трудным для выполнения является потолочный шов, когда сварщику приходится поддерживать и распределять по шву капли жидкого металла, используя давление газов пламени. В зависимости от взаимного расположения свариваемых деталей различают следующие сварные соединения (рис. 49, б): стыковое, внахлестку, тавровое, угловое, торцовое и отбортованные (стыковые и боковые). При газовой сварке самые распространенные - стыковые соединения. Реже применяют угловые и торцовые. Соединений внахлестку и тавровых при газовой сварке следует избегать, так как они требуют более интенсивного нагрева металла и дают повышенное коробление изделия. Отбортованные соединения используют при сварке тонкого металла без присадочной проволоки. В зависимости от протяженности различают прерывистые и непрерывные (сплошные) швы. По числу слоев различают швы однослойные, выполняемые за один проход горелки, и многослойные. Многослойные швы при газовой сварке применяют, например при сварке труб из хромомолибденовой стали. По ГОСТ 5263-58 сварные швы на чертежах показывают условными графическими обозначениями. В условное обозначение шва входят: индекс вида сварки (буква), условный графический знак типа шва, дополнительные знаки и 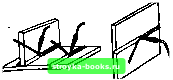   Нитний Горизонтальньшертикальный Потолочный Стыковое Внахлестку Тавровое Угловое Торцовое б) Отбортованное Рис. 49. Сварные швы и соединения: а - виды сварных швов в зависимости от положения в пространстве б -виды сварных соединений в зависимости от взаимного расположения сва риваемых деталей размеры элементов шва (рис. 50). Место шва указывают ломаной линией, оканчивающейся односторонней стрелком. Для видимых (если смотреть на чертеж) швов все обозначения ставят над горизонтальной чертой ломаной линии, а для невидимых - под чертой. Если в одной и той же конструкции применяют швы, выполняемые различными способами сварки, то перед условным знаком шва ставится индекс вида сварки: Г -для га.зовой сварки, Э -для электродуговой, 5 -для сварки в среде защитных газов, /Сг -для контактной сварки. Буква М на наклонном участке ломаной линии означает, что данный шов выполняют при монтаже кон- Последующие участки нагреваются до более низких температур и имеют мелкозернистую структуру нормализованной стали. Если содержание углерода в стали более 0,3%, то в этой части зоны теплового влияния возможно образование более твердых и хрупких закалочных структур. При га.зовой сварке углеродистых сталей малых толщин зона теплового влияния основного металла располагается на 8-15 мм, а средних толщин - на 20-25 лл< в ту и другую сторону от шва. Характер изменения структуры металла в зоне теплового влияния определяется составом металла (сплава) и его состоянием перед сваркой. Для улучшения структуры и свойств металла шва и околошовной зоны иногда применяют горячую проковку шва и местную термообработку нагревом сварочным пламенем или общую термообработку с нагревом в печи. Название шва Схема шва С отбортовкой кромок, без присадочного металла Без скоса кромок односторонний двусторонний V-образный Х-образный V-образный при листах разной толщины Х-образный при листах разной толщины 1,S-2,5mm 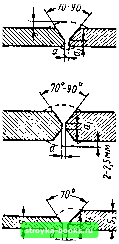 Sr до 1.155  S, = \55 и более Размеры, мм толщина металла зазор притупление а. 0,5-1 1-5 3-6 6-15 15-25 5-20 0,5-2 1-2 12-30 1,5-3 1,5-2,5 струкции. Примеры условных обозначений швов даны в ГОСТ 5263-58. Подготовка кромок. Подготовка кромок имеет целью обеспечить полный провар металла по всей толщине, что необходимо для 1 Ъ.5-501т Km£L5-Z02. получения надежного и прочногосоеди нения. В табл. 17 даны виды подготовки кромок при газовой сварке углеродистых сталей стыковыми швами. Общий угол раскрытия шва берется 70-90°, так как при угле менее 70° трудно проварить корень шва. Перед сваркой кромки должны быть тщательно очищены от масла, краски, ржавчины, окалины, влаги и прочих загрязнений, для чего кромки прогревают пламенем горелки. При этом окалина отстает от металла, масло и краски сгорают, а влага испаряется. Затем кромки зачищают стальной щеткой. Кромки должны правильно располагаться одна относительно другой, между ними не должно быть увеличенных зазоров, перекосов и пр. Неровности кромок следует зачищать наждачным кругом. От правильной и тщательной подготовки и сборки деталей перед сваркой во многом зависит качество и внешний вид сварного соединения, а следовательно, и надежность конструкции. Рис. 50, Условные обозначения сварных >4 швов стрелками: «трелки: /, 2, - одинарные. 3 - двойная, 4 - fc ломаной выносной линией, примеры обозна-чения швов 5 - монтажного, 6-V-образного одностороннего с подкладкой, выполненного дуювой сваркой, 7 - одностороннего без скоса кромок с катетом 5 мм, выполненного по периметру газовой сваркой, * - шахматного без скоса кромок с катетом 5 мм при длине провариваемого участка 50 мм и шаге 150 мм, выполненного дуговой сваркой, 9 ~ одностороннего, выполненного автоматической свар-.кой проплавленмем прн ширине проплавления 15 мм, 10 - двухрядного одностороннего точечного при диаметре точки 5 мм и шаге 20 мм, выполненного контактной сваркой Таблица 17 Подготовка кромок при газовой сварке стыковых соединений Направление свани  Поверхность свариваемого металла  Рис. 52. Углы наклона мундштука горелки в зависимости от толщины металла Рис. 51. Влияние угла наклона мундштука горелки па глубину проплавления: а - сварка при малом угле. б - сварка при большем угле вызовет науглероживание металла сварочной ванны. Конец присадочной проволоки должен находиться в восстановительной зоне пламени или быть погрул<енным в ванну. Скорость нагрева можно регулировать, изменяя угол наклона мундштука к поверхности свариваемого металла. Чем больше этот угол, тем больше тепла будет передаваться от пламени металлу, тем быстрее он будет нагреваться, и тем глубже проплавление (провар) металла (рис. 51, а и б). При сварке толстого или хорошо проводящего тепло металла (например, красной меди) угол мундштука а должен быть больше, чем при сварке металла тонкого или с низкой теплопроводностью. На рис. 52 показаны углы наклона, которых следует придерживаться при левой сварке стали. Распределения жидкого металла по шву, а также регулирования скорости плавления кромок и присадочной проволоки достигают соответствующим перемещением сварочного пламени по шву. На рис. 53 показаны способы перемещения конца мундштука по шву. Основным является перемещение мундштука вдоль шва. Поперечные и круговые движения концом мундштука являются вспомогательными и служат для регулирования скорости прогрева и расплавления кромок, а также способствуют образованию нужной формы шва. Способ / (см. рис. 53) применяют при сварке тонких листов, способы 2 и <? -при сварке листов средней толщины. Нужно стремиться, чтобы металл ванны всегда был защищен от действия окружающего воздуха газами восстановительной зоны пламени. Поэтому способ 4, при котором пламя периодически отводится в сторону, применять не рекомендуется, так как это вызывает окисление металла кислородом воздуха. Рассмотрим некоторые основные способы газовой сварки. Левая сварка (рис. 54, а). Наиболее распространен-\ът способ, который применяют при сварке тонких деталей, а также деталей из легкоплавких металлов. Горелку перемещают справа налево, а присадочную проволоку передвигают впереди пламени, которое направляют на еще не сваренный участок шва. На рис. 54, б показана схема движения мундштука и проволоки, на рис. 54, б -углы наклона мундштука и проволоки. Мощность пламени при левой сварке стали берут от 100 до 130 дм ацетилена в час на 1 мм толщины металла. Правая сварка (рис. 55, а). Горелку ведут слева направо, а присадочную проволоку перемещают вслед за горелкой. Пламя направляют на конец проволоки и уже сваренный участок шва. Мундштуком производят лишь незначительные поперечные колебания, а при сварке стали толщиной менее 8 мм мундштук передвигают вдоль оси шва без поперечных движений. Конец проволоки держат погруженным в сварочную ванну и спиралеобразными движениями перемешивают им жидкий металл, что облегчает удаление окислов и шлаков. Тепло пламени рассеивается в меньшей v¥\rVVr)r Рис. 53. Способы перемещения мундштука горелки при газовой сварке Способы ручной газовой сварки При ручной сварке сварщик держит в правой руке сва-рочную горелку, а в левой - присадочную проволоку. Пламя горелки сварщик направляет на свариваемый металл так, чтобы кромки находились в восстановительной зоне пламени на расстоянии 2-6 мм от конца ядра. Нельзя касаться поверхности расплавленного металла концом ядра, так как это [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [ 21 ] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] 0.0009 |
||||||||||