
|
|
|
Главная Сварка [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [ 36 ] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] ннтельных пультов, имеющихся на суппортах машин. При резке фигурных деталей машина направляется или по стальному шаблону (копиру) с помощью головки с магнитным пальнем, или по разметке от руки с помощью механической ведущей головки. Для раскроя листов Одесским заводом «Автогенмаш» выпускается также потальная машина «Черномор» типа МРЛ для прямолинейной резки листов толщиной до 300 мм (при скосе кромок до 100 мм), шириной до 3150 лгж, с возможностью одновременного скоса их кромок. Скорость резки от 10 до 2250 мм/мин в зависимости от толщины листов. Максимальное число одновременно работающих резаков - 6. Газорезательная машина «Одесса» (конструкции завода «Автогенмаш») имеет масштабно-дистанционное управление и снабжена магнитной головкой для копирования по стальному шаблону и фотокопировальной головкой для перемещения машины по копир-чертежу с помощью фотоэлектрического устройства (рис. 109). Копир-чертеж выполняется черной тушью на гладкой белой бумаге, в масштабе 1:2; 1:5 или 1 : 10, в зависимости от габаритов детали. * Чертеж должен быть выполнен тщательно и с большой точностью, что особенно важно для деталей, подлежащих большому увеличению. Для некоторых фотокопировальных устройств копир-чертеж изготовляют заливкой тушью всей площади фигуры детали. Масштаб копирования определяется соотношением диаметров зубчатых и ведущих колес на копировальной и исполнительной частях машины, которые соответственно меняют при изменении масштаба копирования. Фотоэлектрическая копировальная головка перемещается над чертежом; она снабжена следящим устройством с фотоэлементом, вследствие чего движется точно по линии чертежа, контур которого повторяет резак, вырезая деталь заданной формы. Машина «Одесса» может обрабатывать листы размером 3000x9000 мм, толщиной 5-300 мм (при скосе кромок до 120 мм), со скоростью резкн 50-1500 мм/мин; потребляемая мощность 4 кет, число одновременно работающих резаков до 6, вес машины 2000 кг. Задающая часть машины с копировальным устройством расположена на общей * В системах типа МДФКС масштабно-дистанционного фотокопирования применяется масштаб 1 : 100. станине с рабочей частью и защищена от пыли предохранительным колпаком. Принцип фотокопирования состоит в следующем. На контур чертежа-копира проектируется яркое световое пятно (диаметром около 2 мм) от специальной лампочки фотоко- 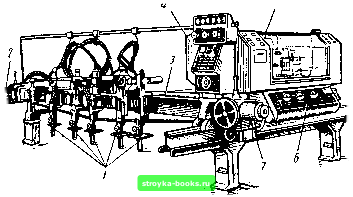 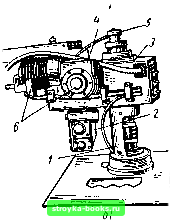 Рис. 109. Газорезательная машина «Одесса» и фотокопировальная головка машины МДМ-2; а -машина «Одесса»: / - резаки, 2 - привод поперечного хода, 3 - направляющая поперечного хода. 4 - пульт управления, 5 - задающая часть машины с фотокопировальным устройством. 6 - пульт управления фотокопировального устройства, 7 - привод продольного хода, б - фотокопировальная головка / - фотоэлектрическая головка. 2 - механическая ведущая головка. 3-корпус. 4 -редуктор поворота. 5 - осветитель, 6 - электродвига- тели головки пировальиой головки так, чтобы одна половина пятна располагалась на черном фоне линии или силуэта, а вторая - на белом (рис. НО). Отраженное количество света попадает в фотоэлемент и возбулсдает электроимпульс, напряжение которого усиливается с помощью электронного усилителя. Если в процессе копирования световое пятно смещается с кромки чертежа или силуэта, то изменяется количество отраженного света, а следовательно, изменится величина напряжения фотоэлектрического импульса. Изменение на- 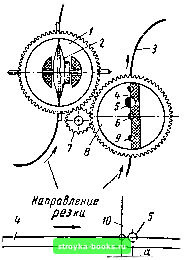 Рнс. ПО. Принципиальная схема фотокопирования; / - ведущая головка, 2 - ведущее колесо, 3 - направление резки, 4 - черная линия чертежа-копира. 5 - световое пятно. 6 - ось вращения. 7 - промежуточное колесо, * - фотокопировальная головка, J -вспомогательное световое пятно, 10 ~ оптическая ось; а - опережение светового пятиа Для ТОГО чтобы обеспечить надежное управление при внезапном изменении направления движения светового пятна (например, при копировании острых углов), его располагают так, чтобы оно несколько опережало оптическую ось; это обеспечивает своевременную реакцию головки на изменение контура копируемой фигуры. При изготовлении чертежей-копиров учитывают также и ширину реза, которую берут по таблицам резки для машины данной марки. Как видно из рис. 111, ширина реза должна прибавляться к чистовым размерам детали или вычи- 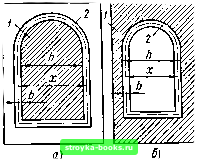 таться из них в зависимости от того, какая резка производится; наружная или внутренняя. Применение фотоэлектронного масштабно-копировального устройства упрощает и удешевляет изготовление шаблонов для резки, что важно при индивидуальном или мелкосерийном производстве и вырезке крупных деталей. Существуют также конструкции машин, работающих по методу фотокопирования со специального стеклянного (безусадочного) негатива размером 6X15 см, на котором сфотографирован чертеж контура вырезаемой детали в масштабе 1 ; 100. Такие машины применяются в судостроении. Полная автоматизация машинной кислородной резки достигается применением резательных ма-пшн с программным управлением. При использовании таких машин контур детали вычерчивают на листе бумаги в прямоугольных координатах. Затем составляют программную таблицу резки с указанием координат точек контура реза, скорости резки, длительности начального подогрева и пр., данные которой записывают импульсным кодом на ферромагнитную ленту. Запись ведут на четырех дорожках * ленты, две из которых служат для записи двух осей координат движения по контуру чертежа; на третьей дорожке записаны импульсы управления поворотом резаковых суппортов при вырезке деталей со скосом кромок, на четвертой - импульсы команд включения и выключения газов, остановки машины, перевод ее в исходное положение, зажигание пламени, подъем и опускание резаков. Пульт управления имеет считывающую головку и передает импульсы с трех дорожек через специальный пульт на * На некоторых машинах число дорожек достигает 7-9. Рис. 111. Соотношение размеров чертежа-копира и детали: а - при наружном резе по чертежу-копиру /« = !-)- 2-\ , б - при внутрен- нем резе по чертежу-копиру деталь,? - наружная кром- ка линии чертежа. Л - размер детали, X - размер чертежа по наружной кромке линии, ft -ширина реза пряжения мгновенно передается через электронный бло1 электродвигателю привода головки, который вращает е* таким образом, чтобы световое пятно снова расположилос! на кромке линии копира. Точность копирования составляе; ±0,1-0,2 мм. Если ведущую головку подвести под углом к копируемо; линии, то в тот момент, когда световое пятно займет среднее положение на кромке линии, пятно будет автоматически продолжать двигаться по ней в любом заданном направлении. Это обеспечивается специальным вспомогательным устройством, позволяющим производить автоматическое врезание в контур, в любом месте и в любом направлении. При резке тонких листов, выполняемой с достаточно большой скоростью, световое пятно может проскочить за контурную линию. Для предупреждения этого в ведущей головке предусматривается угловой тормоз, который резко снижает скорость копирования в поворотных пунктах и включается автоматически только при определенной минимальной скорости головки. Divued bv Roman Efimov httD: ww>v.farleD.net/~roman шаговые двигатели машины, перемещающие резаки в заданном направлении. Импульсы с четвертой дорожки служат для автономного программного управления при помощи промежуточных реле и реле времени, настроенных в соответствии с толщиной разрезаемого металла и скоростью резки. Запись различных сигналов на одной ленте ведется на разной частоте, от 300 до 3000 гц.  Рис. 112. Автоматическая линия для вырезки деталей газорезательной машиной «Алмаз» с програм- ным управлением: / - автоматический питатель с тележкой для подачи листов, 2 - стол для yкJ]aдки разрезаемых листов, 3 - шкаф автоматического управления перемещением резаков, 4 - шкаф технологических команд. 5 - машина «Алмаз», 6 - стол для разборки деталей, 7 - короб с вентиляционным устройством Программное управление имеет стационарная машина «Дружба» конструкции Одесского завода «Автогенмаш», состоящая из исполнительной газорезательной части, пульта управления, блока усилителей и энергопитания, блока технологических команд. На машине «Дружба» можно вырезать детали любой формы из листов шириной до 2,5 м и толщиной от 3 до 100 мм. Машины с программным управлением не требуют шаблонов, а точность и чистота реза на них выше, чем на других машинах. Применение машин с программным управлением экономически оправдано только в условиях крупносерийного и массового производств. На рис. 112 показана автоматическая линия для вырезки деталей судостроительных конструкций газорезательной машиной «Алмаз» с программным управлением. Линия обеспечивает комплексную механизацию всех основных и вспомогательных операций с управлением от магнитной ленты. Координаты точек вырезаемого контура и данные о режимах резки записываются условным кодом в виде электрических импульсов на магнитную ленту. Программа работы машины составляется заранее на специальной счетно-вычислительной станции. Этой программой предусмотрено автоматическое выполнение следующих операций: подача и укладка листов на раскройные столы; вывод резаков в исходное положение для начала резки; пуск газов подогревающего пламени и зажигание горючей смеси; подогрев до начала резки; плавный пуск режущего кислорода и вывод реза на линию контура; резка по контуру, в том числе со скосом кромок на криволинейных участках и оставлением перемычек в установленных местах; уменьшение скорости при резке участков большой кривизны; переход от контура к контуру на маршевой скорости; контроль и сигнализация о непрорезании металла; уборка шлаков, отходов металла, отсос газов и пыли в короб, движущийся синхронно с порталом машины; разборка вырезанных деталей и крупных отходов. Машина «Алмаз» обеспечивает разметку, маркировку и кислородную резку деталей любой конфигурации из малоуглеродистой стали толщиной от 4 до 100 мм. На машине установлены два трехрезаковых поворотных суппорта для одновременной обработки двух листов длиной до 10 л< и шириной до 2 л« (с получением идентичных или зеркальных контуров) или одного листа соответственно большей ширины. На машине «Алмаз» можно производить также кислородно-флюсовую резку листовой нержавеющей стали илн плазменно-дуговую резку листов из алюминиевых сплавов. Суточная производительность линии при резке листовой стали толщиной 20-40 мм составляет 20-30 т. § 6 Техника кислородной резки Ручная разделительная езка. Разрезаемый лист укладывают на подкладки, выв* яют по горизонтали и, если необходимо, закрепляют. За м лист по линии реза очищают от окалины, ржавчины, г 1зи, наличие которых уменьшает точность и ухудшает качество реза. Лист размечают, нанося на нем мелом или чертилками контуры вырезаемых деталей. Разметку листов выполняют так, чтобы металл использовался полностью, с наименьшим количеством отходов. [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [ 36 ] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] 0.0009 |