
|
|
|
Главная Пьезоэлектрический резонатор [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [ 17 ] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] плоскости базиса и угол XX корректируют по атомной плоско;: базиса с допуском ±10. После этого, повернув блок на +5°, ор; ентируют угол ZZ с допуском ±10. Как указывалось выше, толщина блока по оси Z долж быть равна ширине вырезаемого элемента. Отмечают плоокосл выреза блока YX, а направление оси У указывают стрелкой. 0 плоскости блока YX срезов xysj + b° и xysj-18°30 подшлифовы. вают на шайбе, не допуская их перекоса. Одну из плоскостей YX отмечают крестом как плоскость наклейки. Далее производя разметку блоков срезов xys/ + 5° и хг/s/-18°30 на пластики. На плоскости блока YX в направлении оси Y наносят карандашоц 2-3 линии выреза пластиков. На блоке отмечают толщину пластика, равную толщине готового элемента по оси X с припусков 0,8 ±0,15 мм на последующую шлифовку элемента по толщине, Блоки срезов xys/+ 5° и xys/-18°30 наклеивают на плашки. Рас пиловку блоков на пластики производят на распиловочном стан ке по методике, описанной в § 3.6. Вырез пластиков ориентируют по атомной плоскости YZ с допуском по оси Z ±5 и по оси ±10. Плоскопараллельность среза должна быть в пределах 0,05 мм. Все последующие операции, включая контрольные, производя! как указано в § 3.6. Для кварцевых элементов брускового типа срезов xys/±a° и ух1/-г4Ъ° толщина пластика должна быть равна толщине готового кристаллического элемента плюс припуск на обработку 1,0 мм, Для среза zybl±y° и y.t -45° толщина пластика должна быть равна ширине готового кристаллического элемента плюс припуск на обработку 1,0 мм. 3.8. РАСПИЛОВКА КРИСТАЛЛОВ КВАРЦА НА СРЕЗЫ A:ys +8°30/± 34°; xyslj + 8°30/± 38° Вырезку х-блоков и все предшествующие операции производя! по технологическому процессу, описанному в § 3.6. Размеры х-блока должны обеспечить вырезку готового элемента среза А:г/5 8°30/±34° или xi/s -f 8°30/±38° с припуском на последующую обработку по заданным размерам. По контурному размеру припуск равен 1--0,5 мм на каждую сторону элемента, на шлифовку элемента по толщине по оси X припуск составляем 0,8±0,15 мм. Плоскость YZ х-блока подшлифовывают, после чего х-блок подвергают травлению, последовательно выполняя оперЗ ции технологического процесса (см. § 3.6). Разметку х-блока на срез -Ь8°30 производят по технологическому процессу, описанному в § 3.6. Отмечают плоскость наклейки YZ. Размер блока по оси У равен длине готового элемента по оси Y среза x«/s -}-8°30/±34° или хг/5 8°30/±38° с припусков 2 мм на последующую обработку. Блок х наклеивают на стеклЯ* ную и деревянную плашки и распиливают на блоки среза +8°3" 104 Разметка и распиловка х-блока на срез +8°30 поясняются рис. 3.14, а, где показаны линии разметки и положение диска „о отношению к ориентированному х-блоку на суппорте распило-"очного станка. Срез +8°30 ориентируют рентгенгониометром по дхомной плоскости призмы т. Угол установки ионизационной камеры рентгенгониометра равен 20°52. 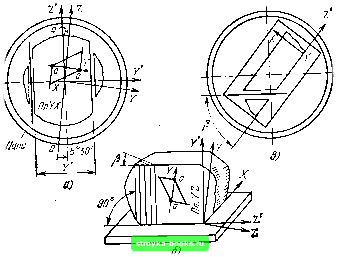 Рис. 3.14. Разметка х-блоков на срезы xysZ/-f8°307±34" и xtfsll+S30l±3& Начальный (нулевой) отсчет по оси Z равен 5°36 (при этом сторона наклейки - плоскость YZ обращена вверх), отсчет по оси X составляет 2°54 (сторона наклейки, плоскость YZ, обращена влево илн вправо). Допуск по оси Z равен ±5, по оси X ±10. Одну плоскость блока ZX отмечают как плоскость наклейки и подшлифовывают на шлифовальной шайбе. Этой плоскостью наклеивают блок среза -Ь8°30 на плашку для дальнейшей ориентации и распиловки (рис. 3.14,6). Правильность выбранного направления кристаллографических осей определяют по фигурам эстеризма, как показано на рис. 3.14, а и б (линия а-а - положение кристаллографической оси Y, короткая сторона параллелограмма - положение оси Z). С помощью угломера или специального металлического треугольника на плоскости ZX, противоположной наклеенной, нано-•"т карандашом параллельные линии, проходящие под углом (5 к Плоскости ZY. Эти линии показывают направление выреза эле-енгов нужного среза. (Согласно табл. 1.8 угол р для среза 1/5 + 8°30/±34° лежит в пределах от ±34° до ±50° и для среза ys -f-8°30/±38°-от ±38° до ±50°.) На рис. 3.14, в показаны положение блока среза +8°30 на Уппорте распиловочного станка и направление реза диска пилы. ол р (рис. 3.14,0) ориентируют относительно оси Z с помощью рентгенгониометра от атомной плоскости бипирампды s. П этом угол 20 установки ионизационной камеры рентгенгониом( ра равен 40°14. Начальный (нулевой) отсчет для среза xyslj + 8°307±34° по оси Z составляет 16°39 (сторона наклейки обра щена вверх) или -2°57 (сторона наклейки обращена вниз). П ориентации от атомной плоскости трапецоэдра х угол 2Э = 50°5 Начальный отсчет по оси Z равен 19°5Г (сторона наклейки обра1 щена вниз) или 3°55 (сторона наклейки обращена вверх). Угод среза по оси X {У) проверяют при установке ионизационной камеры рентгенгониометра под углом 2Э=67°42. Отсчет по оси X(Y) равен 15°4Г или 25°27. Для среза xyslj+Ъ°Ш1±Ж при установке ионизационной камеры под углом 2Э = 40°14 нулевой отсчет по оси Z равен 20°39 или -6°57 и при 2Э = 50°05 замер по оси Z равен 15°51 илц 7°55; по оси Х{У) он составляет 17°32 или 6°06. Кроме того, вертикальный угол YZ необходимо проверить с помощью угольника, приложенного к плоскости среза пластика и плоскости стек-. ла, на котором наклеен кварцевый блок (рис. 3.14,6). Корректировку среза производят изменением горизонтального положения суппорта распиловочного станка. При замере контрольных срезов на рентгенгониометре допуск по осям Z и Y равен ±15. Плоскопараллельность должна быть в пределах 0,05 мм. ГЛАВА ЧЕТВЕРТАЯ Шлифовка и полировка кристаллических элементов 4.1. ШЛИФОВКА КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ Правильная обработка поверхности кристаллических элементов - важный этап технологического процесса изготовления кварцевых резонаторов. Кристаллические элементы шлифуются по толщине и контуру. После ряда последовательных операций шлифовки абразивами разных номеров кристаллический элемент приобретает окончательную толщину и контурные размеры. Шлифованная поверхность имеет много выступов и впадин. Они образуют внешнюю часть разрушенного слоя - рельефный слой, состояние которого существенно влияет на параметры квар-и.евых резонаторов. Под рельефным слоем лежит также тронутый шлифовкой, нО имеющий более слабые следы разрушения так называемый трещиноватый слой. Ниже этих двух слоев находится слой с искаженной кристаллической решеткой. Общая толщина разрушенного слоя определяется в основном размерами, твердостью и прочностью зерен абразива, прочностью шлифовального инструмента-Поверхность кварца при механической обработке улучшается 106 результате ее доводки абразивами мелких фракций, а в случае [необходимости последующей полировкой. Качество обработки поверхности кварца определяется размером остаточного рельефного слоя и глубиной расположенного под ним трещиноватого слоя. Процесс шлифовки должен быть таким, чтобы последним из при меняемых абразивов был окончательно удален трещиноватый лой, образованный всеми предыдущими абразивами. Механизм шлифовки поверхности кристаллического элемен-ха состоит в том, что под действием зерен абразива на гладкой поверхности появляются впадины, число которых растет в процессе шлифовки. Впадины расширяются и заполняются в процессе шлифовки абразивным порошком, а разрушению подвергаются оставшиеся выступающие части поверхности. Сошлифованные частицы кварца уносятся абразивной суспензией (шлифовальный порошок и трансформаторное масло, смешанные в соотношении 1:5). При шлифовке абразивным порошком на шлифуемой поверхности возникают микротрещины, идущие в глубь кристалла на расстояние, зависящее от крупности зерен абразива и их физических свойств. На каждой последующей операции надо по возможности со-шлифовать с каждой стороны кристаллических элементов слой толщиной, равной удвоенному диаметру зерна абразива, которым шлифовали их на предыдущей операции, чтобы полностью сгладить образовавшиеся во время шлифовки более крупным зерном неровности на поверхности элементов и трещины в следующем слое. Кристаллические элементы шлифуются на шлифовальных полуавтоматических станках специального типа. Кроме того, в оборудование участка шлифовки кристаллических элементов входят шлифшайбы разных размеров для ручной шлифовки и ряд приборов и приспособлений, необходимых в технологическом процессе. Кристаллические элементы, помещенные в кассеты, шлифуются между двумя чугунными нарезными шайбами с помощью абразивной суспензии. В конструкции станка предусматривается Электроизоляция шайб друг от друга. Верхняя шлифующая шайба соединена коаксиальным кабелем (с заземленной оболочкой) со входом приемника. Элементы во время шлифовки находятся в гнездах кассет из изолирующего материала - винипласта (гетинакса для тонких элементов). Используют также кассеты из фотопленки толщиной до 100 мкм и еще более тонкие кассеты тол-Н1ИН0Й до 70 мкм из лавсана и терилена. Толщина кристаллических элементов контролируется во вре-я шлифовки по частоте колебаний с помощью прием-Ника. В процессе шлифовки кристаллические элементы пере-Мещаются между двумя шлифующими шайбами. В них возбуждаются колебания, вызванные явлением пьезоэффекта. интенсивность колебаний зависит от среза элементов. Эти колебания принимаются приемником, по шкале которого определяет- ся частота колебаний шлифуемых элементов. Так как толщин шлифуемых элементов неодинакова, то принимаемый сигнал об. ладает довольно широким спектром частот, ширина полосы ко, торого зависит от разброса по толщине и контурным размерзк, всех элементов в кассете. Этот сигнал с наибольшей интенсивно, стью прослушивается на частоте, соответствующей среднему зна-чению геометрического размера шлифуемых элементов. После до, стижения нужной частоты станок выключается и элементы на, правляются на следующую технологическую операцию. На всех операциях шлифовки - грубой, промежуточной и до. . водке - имеются специальные таблицы, где указаны допуски по толщине в микрометрах, пересчитанные на частоты в килогерцах, для наиболее часто встречающихся значений частот. Эти таблица используются при шлифовке по толщине с контролем частоты по приемнику. 4.2. ШЛИФОВКА АЛМАЗНЫМ ИНСТРУМЕНТОМ Особое место среди абразивных материалов принадлежит алмазу из-за его высокой абразивной способности. Алмаз-материал, обладающий уникальными физическими и механическими свойствами. Главнейшими свойствами алмаза являются его высокая твердость и прочность. Микротвердость алмаза в девять раз выше микротвердости кварца, равной 11 ГПа, и в пять раз выше микротвердости корунда, равной 20 ГПа. * Физико-механические свойства алмаза: Ш Микротвердость............ 100 ГПа Щ Модуль упругости алмаза......... 900 ГПа Теплопроводность........... 138 Вт/(м-К) Теплоемкость............ 0,5 Дж/К Важной технической областью приемника алмазного абразивного материала является шлифовка. Применение этого материала при шлифовке значительно повышает производительность труда, обеспечивает качество и точность обрабатываемых деталей. Шлифовка алмазными кругами обладает рядом преимуществ по сравнению с шлифовкой свободным абразивом. Шлифовка свободным абразивом имеет следующие недостатки: станок должен снабжаться сложными устройствами - питателями для размешивания и подачи абразива, все выпускаемые микропорошки имеют большой процент примеси абразива с зернистостью выше номинальной. Преимущества алмазной обработки: 1. При шлифовке алмазными кругами усилие примерно в 5 раз меньше, чем при шлифовке кругами из карбида кремния. 2. Температура, возникающая в процессе шлифовки, в 4-5 раз меньше. 3. Расход алмаза по массе на доводочную шлифовку одного изделия значительно ниже в (300-4600 раз) расхода другие шлифующих материалов: карбида бора, карбида кремния и т. Я-108 4. Шлифовка алмазными кругами по сравнению с доводкой растой из карбида бора повышает производительность труда в 4 раза и больше. 5. При операциях доводочной шлифовки достигается чистота поверхности до 12-13-го класса. Несмотря на то, что для изготовления алмазных кругов используется ценное сырье и поэтому стоимость алмазного круга значительно выше стоимости абразивного, все это окупается увеличением стойкости инструмента. Однако применение алмазов при шлифовке приводит к более глубокому разрушению обрабатываемого слоя. В связи с этим после шлифовки алмазом необходимо производить доводку поверхности кристаллических элементов свободным абразивом. Кроме того, современная методика металлизации не обеспечивает прочной связи металлического покрытия с глянцевой поверхностью, получающейся при алмазной шлифовке. Поэтому алмазную шлифовку пока следует рекомендовать только для начальных стадий шлифовки кристаллических элементов. Поскольку характеристики кварцевых резонаторов тесно связаны с качеством отделки фасок, то фаски кристаллических элементов целесообразно подвергать алмазной шлифовке. Получаемая в этом случае глянцевая поверхность фасок не подвергается .металлизации. 4.3. ПОЛИРОВКА КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ Полировка как один из методов обработки поверхности кварцевого кристаллического элемента принципиально отличается от шлифовки. При полировке зерна абразивной суспензии (крокус в смеси с дистиллированной водой) снимают гидролизную пленку, образующуюся на полируемой поверхности при химическом взаимодействии воды и кварца, обладающего гидрофильными свойствами. Эта пленка слабо связана с лежащим под ней слоем кристалла кварца. На вновь образованной поверхности кварца возникает новая гидролизная пленка, которая, в свою очередь, снимается абразивной суспензией до тех пор, пока не закончится процесс полировки всей поверхности. Этот процесс происходит в тонком слое поверхности кристалла кварца, измеряемом тысячными долями микрометра. В результате полировки кристаллического элемента значительно повышается добротность, уменьшаются активное сопротивление и процесс старения кварцевого резонатора, улучшаются его Температурно-частотные характеристики. При полировке кристаллических элементов обеспечивается хорошая плоскопараллель-ость или высокая точность заданного радиуса кривизны у линз. Несмотря на ряд преимуществ, полировка - это длительный трудоемкий процесс, который не всегда себя оправдывает. По-Тировочные материалы проникают в поверхность элемента и, вы-Рашиваясь со временем, способствуют процессу старения. Как [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [ 17 ] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] 0.0009 |