
|
|
|
Главная Высокочастотная термическая обработка [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [ 11 ] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] нше неравномерноетью распределения температуря по сечению изделия или при зональных нагревах; 2) структурные, или фазовые, которни возникают вследствие того, что фазовые превращения протекают неодновременно во всем объеме. Оба вида напряжений могут бшь как временивши, так и оетаточнвшн. Временные напряжения возникают в процессе термической обработки. Остаточные сохраняются после окончания обработки и являются следствием имеющих место в процессе термической обработки зональных пластических деформаций. Временные напряжения не определяют свойств термически обработанных изделий, но об их величине и знаке (растягивающие или сжимающие) можно судить по возникновению закалочных трещин и деформации изделия. Остаточные напряжения в значительной мере влияют на механические свойства изделий, поэтому важным является знание их величины и знака. Существующие методы исследования остаточных напряжений позволяют с достаточной точностью определить величину и характер распределения остаточных напряжений только в изделиях простой формы - цилиндрических, плоских. Поэтому основные закономерности устанавливаются обычно на таких изделиях и количественную оценку напряженного состояния сложного изделия оказывается возможным сделать только приближенно. При этом учитывается, что в каждом сечении изделия остаточные напряжения, сжимающие и растягивающие, должны быть уравновешены. Подробные исследования остаточных напряжений, возникающих при высокочастотной поверхностной закалке, выполнены во ВНИИ ТВЧ им. В. П. Вологдина. Исследован механизм возникновения внутренних остаточных напряжений после термической обработки. Рассмотрены также условия возникновения остаточных напряжений при поверхностной закалке с нагревом токами высокой частоты. На основе результатов многих работ, посвященных изучению распределения остаточных напряжений в поверхностно закаленных изделиях, может быть представлена следующая схема возникновения тепловых и структурных остаточных напряжений при поверхностном нагреве и закалке цилиндрического изделия. Тепловые напряжения возникают в начале нагрева за счет объемного расширения нагреваемого наружного слоя. Благодаря связи этого слоя с относительно холодной сердцевиной расширение его может быть только односторонним - в радиальном направлении. В осевом и тангенциальном направлениях расширение невозможно и эти размеры остаются почти без изменения. Таким образом, нагретый слой оказывается как бы деформированным в этих направлениях, сжатым, а следовательно, и напряженным, причем внутренние сжимающие напряжения пропорциональны степени упругой деформации. Если температура нагрева невелика и сжимающие напряжения не /Превосходят предела упругости материала, то после охлаждения изделие возвратится к исходным размерам и внутренние напряжения будут сняты. 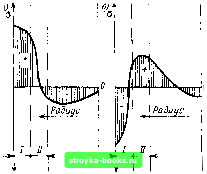 piic. 2.11. Схема возникнобсния теп-л:"-вых напряжений: а - начало ох-.чаждення; б - конец охлаждения; / и - зоны нагрева -100 -200 16 16 14 12 10 в в 4 Z О Радиус, мм Рис. 2.12. Тангенциальные остаточные напряжения (а,,) в поверхностно закаленном цнлнндре диаметром 39 мм из железа Армко (0,04% С); температура закал кн 880-900 "С При-закалке температура нагрева высокая и материал пластичен. Предел упругости стали, нагретой выше 550-600 °С, очень мал, и возникшие в начале нагрева значительные внутренние-напряжения оказываются больше предела упругости. Горячий слой претерпевает пластическую деформацию. Можно считать, что после нагрева внутренние напряжения в поверхностном слое почти полностьк;. снимаются. При резком охлаж.ении поверхностный слой начинает быстро сокращаться в объеме. Этому сокращению будут препятствовать внутренние близлежащие слон, которые остывают медленнее. Возникают внутренние напряжения. Так как материал в первыми момент охлаждения еще горячий и предел упругости его низкий, под влиянием внутренних напряжений поверхностный слой пластически деформируется - растягивается в тангенциальном и осевом направлениях. Объем слоя становится несколько больше, чем это могло быть при свободном сокращении. Начиная с некоторого момента охлаждения, пластическая деформация в охлаждающемся поверхностном слое будет затруднена: вследствие теплового сокращения он будет сжимать сердцевину, создавая в ней напряжения сжатия. Поверхностные слои будут, в свою очередь, испытывать напряжения растяжения (рис. 2.11, а). При резком охлаждении нагретый слой охлаждается неодновременно, поэтому характер распределения напряжений меняется во времени. Когда наружная корка делается холодной и перестает сокращаться в размерах, более глубокие слои металла продолжают охлаждаться и сокращаться. Сокращающиеся слои:стягивают наружную твердую корку, ослабляя в ней растягивающие напряжения. Максимум растягивающих напряжений смещается от поверхности в глубь изделия. После относительно глубокого, а также еквозного прогрева еокращение внутренних елоев полностью снимает раетягивающие напряжения в поверхностном слое и вызывает в нем остаточные напряжения сжатия (рис. 2.11, б). Такое представление о роли тепловых напряжений подтверждается опытом закалкн образцов из железа Армко с 0,04% С (рис. 2.12). При малой глубине прогрева возможно сохранение на поверхности или вблизи нее растягивающих тепловых напряжений. Структурные напряжения также возникают в процессе нагрева и охлаждения стали. При нагреве их появление связано с уменьшением удельного объема металла при превращении перлита и феррита в аустенит. Однако эти напряжения невелики, так как при высоких температурах металл уже при небольших напряжениях претерпевает пластическую деформацию. Можно считать, что после нагрева структурные напряжения так же, как и тепловые, почти полностью снимаются и ие определяют конечного распределения остаточных напряжений в закаленном изделии. В процессе охлаждения структурные напряжения возникают в момент превращения ауетенита в мартенсит, так как это превращение сопровождается значительным увеличением удельного объема. Образование мартенсита происходит при понижении температуры до 300-200 °С, когда материал непластичен и имеет высокий предел упругости, поэтому появление в поверхностном слое изделия мартенсита сразу вызывает большие внутренние напряжения. Наружная корка как бы стремится оторваться от сердцевины. Однако, будучи связанной с сердцевиной, она испытывает напряжения сжатия. В свою очередь, в сердцевине возникают напряжения растяжения (рис. 2.13, а). По мере развития процесса в глубь изделия изменяется первоначальное распределение структурных напряжений. При увеличении удельного объема металла, лежащего в более глубоких слоях, будет растягиваться наружная корка, что приведет к снижению в ней первоначальных сжимающих напряжений. Максимум сжимающих напряжений будет смещаться от поверхности в глубь изделия. При большой глубине нагрева, в частности при сквозном нагреве, возможно не только полное снятие сжимающих напряжений в поверхностном слое, но даже возникновение растягивающих напряжений. При поверхностной закалке можно считать, что растягивающие структурные напряжения на поверхности не появляются. Конечная картина их распределения соответствует рис. 2.13, б. Таким образом, действие структурных объемных изменений противоположно по знаку действию тепловых напряжений. Однако последние имеют место в процессе охлаждения в слое, нагретом выше 550-600 °С (зоны / и ), в то время как фазовые превращения протекают только в слое, нагретом выше температуры эвтек-тоидного превращения (зона /). Полной компенсации тепловых и структурных напряжений к концу процесса, как правило, не наблюдается. 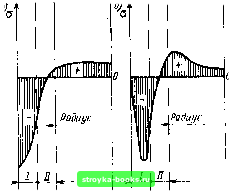 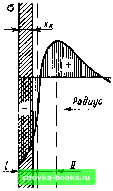 Рис. 2.13. Схема возникновения структурных напряжений: а - начало мартенситного превращения; б - конец превращения; / - зона, нагретая до закалочной температуры; -- зона, нагретая выше температуры Ai Рис. 2.14. Суммарное распределение остаточных напряжений в поверхностно закаленном изделии (Хк - глубина закаленного слоя); / - зона повышенной твердости; II - зона, нагретая выше 550-600 °С На рис. 2.14 приведена суммарная кривая распределения остаточных напряжений по сечению поверхностно закаленного изделия. Такой характер распределения наблюдается для тангенциальных и осевых остаточных напряжений. Радиальные напряжения всегда растягивающие; на поверхности они равны нулю, на границе закаленного слоя достигают максимального значения, а затем снова уменьптаются. Радиальные напряжения обычно бывают невелики, на свойства изделия влияют мало, поэтому наиболее тщательно изучены осевые и тангенциальные остаточные напряжения. Общая картина распределения остаточных напряжений в поверхностно закаленном цилиндре представлена на рис. 2.15. Приведены эпюры распределения трех главных векторов напряжений: тангенциальных а, осевых ао и радиальных Од. Значения напряжений получены на образцах из стали 45 диаметром 65 мм при глубине закаленного слоя 5 мм. Как видно из графика, для осевых и тангенциальных остатойных напряжений характерны не только одинаковое распределение по сечению цилиндра, но и близость их абсолютных значений. Особенно это относится к области растягивающих напряжений, поэтому об их величине часто судят по данным измерения только одного вектора. Такой близости значений может не быть при поверхностной закалке деталей, у которых ярко выражен один из размеров (диаметр или высота). При закалке изделий простой формы значения остаточных напряжений могут быть рассчитаны приближенно [9]. Методика такого расчета учитывает тепловое объемное расширение стали в соответствии с распределением температуры по сечению нагре- 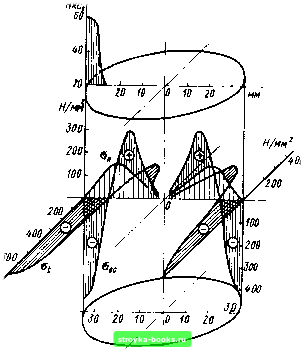 Рис. 2.15. Распределение трех главных векторов остаточных напряжений (0(, Ощ, Оц) в обррзце диаметром G5 мм из стали 45 ТОГО изделия, а также линейную деформацию, связанную с увеличением удельного объема при мартенситном превращении. При расчете по приближенным формулам было получено вполне удовлетворительное совпадение расчетных кривых с опытными (рис. 2.16). В практике поверхностной закалки детален машин часто встречается зональная закалка участков, наиболее подверженных изнашиванию. На поверхности изделия образуется граница между закаленным и незакаленным участками. При зональной закалке необходимо знать распределение остаточных напряжений по поверхности изделия, и особенно на границе закаленного участка. На рис. 2.17 приведено характерное распределение твердости и остаточных напряжений на поверхности закаленного образца диаметром 65 мм. Температура нагрева при закалке составляет 880-900 °С. Общее время нагрева 4,5 с. Из графика видно, что остаточные напряжения сжатия вблизи границы участка закалки постепенно снижаются и переходят в растягивающие напряжения, максимум которых располагается в незакаленной зоне на некотором расстоянии от границы закалки и достигает 150-200 Н/мм. 5т, Н/мм +J00 t200 НОО О -100 -200 -300 -Ш -500 -600 -700 HRCs
Рис. 2.16. Распределение таигеи-циальиых остаточных напряжений в образце диаметром 65 мм из стали 45. Глубина закаленного слоя х„ = = 4,5 мм: ; - тепловые; 2 - структурные; 3 - суммарные расчетные напряжения (Г. К. Шрейбер. А. Г. Каи); 4 -суммарные экспериментальные напряжения i-600 +400 +200 -200 -400 -600 -800
О 10 20 30 40 SO 60 70 80 Длина образи,а,мм Рис. 2.17. Распределение твердости и остаточных напряжений и 0 иа поверхности цилиндрического изделия с местной закалкой из стали 45 диаметром 65 мм при частоте тока 8000 Гц +400 +200 -200 -400 Такой характер распределения остаточных напряжений определяется тепловыми объемными изменениями, что подтверждается исследованиями образцов из железа Армко (рис. 2.18), закаленного по тому же режиму, что и образец, описанный на рис. 2.17. Сопоставление графиков, приведенных на рис. 2.17 и 2.18, показывает, что растягивающие остаточные напряжения проявляются на границе нагретого участка, где нагрев осуществлялся на небольшую глубину и где температура поверхности не достигает температуры закалки. Факторы, определяющие величину и характер остаточных напряжений. Величина и распределение остаточных напряжений зависят от многих факторов: твердости и о 10 го 30 40 50 60 70 В01,мм Рис. 2.18. Распределение твердости и оста-точиых напряжений иа поверхиости по длине / цилиндрического образца диаметром 65 мм из железа Армко (0,04% С); температура вакалки 880 °С [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [ 11 ] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] 0.001 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||