
|
|
|
Главная Высокочастотная термическая обработка [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [ 26 ] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] HRC. HRC, 50 40 30 20 950 t: С 8 z.MUH Рис. 4.19. Зависимость снижения твердости отбеленного слоя от времени нагрева до 980 °С Рис. 4.18. Твердость отбелеи-иого слоя в сечении заготовок в зависимости от температуры графитизацин Структура отбеленного елоя при температуре выше Лс состоит нз ауетенита, цементита н некоторого количества центров кристаллизации графита. Концентрация углерода на границе с цементитом выше, чем на границе с графитом, поэтому в процессе отжига происходит диффузия углерода через аустенит от цементита к графиту - графнтнзацня структуры. Графитизацин способствует повышенное содержание кремния в аустените серого чугуна -2% и более. Скорость процесса зависит от уровня температуры. При отжиге в печах графнтизацию производят при температуре 8.50-900 °С с выдержкой от 0,5 до 5 ч, в зависимости от размера и конфигурации изделия. Повышение температуры печи для ускорения процесса осуществляется редко, так как это связано со значительными трудностями. Прн индукционном нагреве эти трудности проявляются в меньшей степени н верхний предел температуры определяется температурой начала плавления чугуна. Практически допустим нагрев до 1000-1020 °С без опасения оплавления при случайных или местных перегревах в зонах раковин н других дефектов. Исследование кинетики процесса графитизацин прн высокочастотном нагреве производилось на чугунных образцах диаметром 40 мм. Глубина отбеленного слоя составляла 2-3,5 мм. Нагрев осуществлялся током 8 кГц, глубина проникновения в горячий металл составляла 5-5,5 мм. Режим нагрева устанавливался таким, чтобы температура графитизацин устанавливалась в заданное время. Выдержки при конечной температуре не было. Охлаждение естественное, на воздухе, и за счет отвода теплоты в сердцевину образца. За критерий степени графитизацин принималась твердость, которая в исходном состоянии в отбеленном слое была равна 45-50 HRQ. На рнс. 4.18 приведена зависимость твердости поверхностного слоя от конечной температуры нагрева. Общее время нагрева колебалось в пределах 6-8 мин. Лучшие результаты получены при температуре 980-1000 °С. Снижение твердости происходит за короткое время (рис. 4.19). Твердость, достаточно низкую для обеспечения удовлетворительной обрабатываемости при 980- 1000 "С, можно получить за общее время нагрева 2-4 мин. Микроструктура отожженного слоя представляет собой перлитно-фер-ритную основу с графитом округленной формы. На фоне основной структуры можно выделить отдельные небольшие включения це-у1<чггита, который, по-видимому, не сказывается на обрабаты-F !емости резанием. Только нагрев выше 1000 °С приводит за указанное время к полному исчезновению цементитных включений и получению в поверхностном слое отливки структуры, типичной для серого перлитного чугуна. Исследования показали, что результат отжига в значительной мере зависит от глубины и исходной структуры отбеленного слоя: "/м толще отбеленный слой, тем грубее структура исходного л-дебурита и, по-видимому, тем меньше число начальных центров графитизацин. Эти факторы могут тормозить возникновение новых [чнтров графитизацин в начальный период отжига н способство-вять увеличению длительности процесса. Поэтому режим отжига iprt индукционном нагреве должен устанавливаться на основе !следования исходной структуры елоя. Применение ускоренного индукционного нагрева позволяет 1!!именить зональный отжиг только тех мест, которые подлежат механической обработке резанием. Зональный отжиг позволяет (IlMrjiHTb 1Шдук;.ионный метод нагрева деталей сложной формы, sii.pbie целиком нагреть индукционным методом нельзя. "nмльиaй индукц;1опный отжи! легко подвергается механи--. ;;< н обеспечивает значительную экономию энергетических чсурсов. Глава 5 ТЕХНОЛОГИЯ ВЫСОКОЧАСТОТНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ 5.1. ВЫСОКОЧАСТОТНАЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА И ВОПРОСЫ КОНСТРУИРОВАНИЯ И ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ Результаты поверхностной закалкн во многом зависят от правильности технических условий на закалку, которые должны учитывать не только условия эксплуатации, но и технические возможности метода закалки. Поэтому конструирование тех или иных деталей, разработка технических требований к этим деталям в Головин Г. Ф. и др. 161 �96443 должнш производиться с участием технолога. Практика внедрения высокочастотной термической обработки в промышленность показывает, что только при этом возможен максимальный технический эффект. Это относится и к выбору технологического процесса механической обработки детали, так как применение поверхностной, часто зональной, закалки в ряде случаев требует изменения обычно принятой последовательности операций. Выбор глубины закаленного слоя. В отличие от химико-термической обработки метод высокочастотной поверхностной закалки позволяет получать твердый поверхностный слой различной глубины в очень короткие сроки. Паэтому выбор глубины закаленного слоя определяется в первую очередь не техническими возможностями, а условиями эксплуатации деталей. В связи с этим возникает вопрос об оптимальной для каждой данной детали глубине закаленного слоя. Глубина слоя должна обеспечивать достаточную твердость и износостойкость детали с учетом предусмотренных перешлифовок при ремонтах. Эта глубина в отдельных случаях, например для тракторных коленчатых валов, может быть весьма большой и достигать 3-4 мм. Если возможность перешлифовок исключена, то закаленный слоя может быть значительно меньше и требуемая глубина его будет зависеть от различных факторов, связанных G сочетанием прочности слоя и сердцевины и со свойствами изделия в целом. При малых толщинах твердого слоя и сравнительно мягкой сердцевине изделия возможно продавливание слоя под влиянием больших контактных напряжений. Такой прогиб слоя в условиях эксплуатации приводит к нарушению правильности геометрии изделия, что неизбежно влечет за собой повышенное изнашивание, а при сильных напряжениях может вызвать растрескивание и отслоение закаленного слоя. Следовательно, величина минимально допустимого закаленного слоя зависит от соотношения твердости этого слоя и твердости сердцевины. Чем тверже сердцевина, тем меньшую глубину закаленного слоя можно допустить, не опасаясь его разрушения в процессе эксплуатации под действием контактных напряжений. С этой точки зрения поверхностная закалка ереднеуглеродистой стали имеет в некоторых случаях определенные преимущества по сравнению с химико-термической обработкой малоуглеродистой стали. При поверхностной высокочастотной закалке необходимо выбрать среднеуглеродистую сталь и обеспечить требуемые свойства сердцевины. Глубина закаленного слоя также выбирается с учетом получения достаточной общей механической прочности изделия. Увеличение глубины слоя приводит, с одной стороны, к повышению пределов прочности при испытании на растяжение, изгиб и кручение, повышению предела выносливости. С другой стороны, увеличение глубины закаленного слоя вызывает склонность изделий к хрупким разрушениям. Поэтому при выборе глубины закален- Рц. кВт/с м-1,5  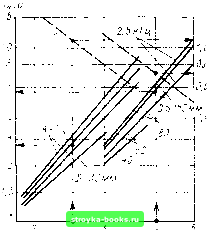 80 Д мм Рис. 5.1. Рекомендуемая глубина закаленного слоя Т1ри разных диаметрах изделия Рис. 5.2. Зависимость времени нагрева от заданной глубины закаленного слоя Кц при различных диаметрах деталей D (сплошные кривые) и удельной мощности (штриховые кривые) на частотах 2,5 и 8,0 кГц ного СЛОЯ необходимо обеспечить сочетание достаточной прочности, выносливости и вязлО, ги изделий как при длительной работе ь нормальных условиях, так и прн возможных случайных перегрузках и ударах. На прочность изделия оказывают влияние остаточные напряжения. В подавляющем большинстве случаев в поверхностно закаленном изделии создается благоприятное распределение остаточных напряжений - на поверхности напряжения сжимающие, зона растягивающих напряжений сосредоточена на некотором расстоянии от поверхности и при определенных условиях может iie оказывать влияния на прочность изделий. Оптимальные результаты по соотношению прочности, выносливости и пластичности могут быть получены при закалке примерно 20% площади поперечногосечения, деталей, что соответствует игубине слоя примерно 10% радиуса. При этом закалка на относительно большие глубины (до 20% от радиуса) применяется для деталей с небольшим диаметром (10-20 мм), а закалка на меньшую глубину (10от радиуса и менее) -- для деталей большего размера. Такая рекомендация связана как с изменением склонности к хрупкому разрушению при изменении абсолютных размеров сечения, так и с ограничением абсолютной глубины закаленного слоя за счет прокаливаемости. На рис. 5.1 приведена зависимость рекомендуемой глубины закаленного слоя от диаметра изделия. в тех случаях, когда выбор глубины закаленного елоя не оеновываетея на получении заданных прочноетных евойетв деталей, а определяется наличием того или иного источника питания током высокой частоты, условия поверхностной закалки выбирают с учетом получения минимальных затрат на осуществление технологического процесса. Для большинства деталей машиностроения достаточна закалка на глубину 2-2,5 мм. Оптимизация режима нагрева связана с выбором частоты тока. На рие. 5.2 приведен график, построенный А. Д. Демичевим для сравнения режимов нагрева на частотах 8,0 и 2,5 кГц [81. Обычно при использовании тока частотой 2,5 кГц задается глубина закаленного слоя около 4 мм. Для цилиндрической детали, например диаметром 80 мм, время нагрева на эту глубину составит около 5,8 с при среднем значении удельной мощности 0,75 кВт/см* нагреваемой поверхности. За это время нагрева на каждый квадратный сантиметр ее площади будет затрачено 4,35 кВт-с энергии. Согласно рис. 5.2, при нагреве током частотой 8 кГц оптимальная глубина закалки 2-2,5 мм может быть получена при удельной мощности 1,1 кВт/см*. Время нагрева при этом составит 2,9 с. Следовательно, затраты электроэнергии снизятся до 3,2 кВт-с/см*, т. е. на 35%. При закалке мелких деталей током высокой частоты глубина закаленного слоя обычно находится в пределах 1 -1,5 мм. Получение слоя толщиной менее 1 мм связано с трудностью обеспечения достаточной однородности ауетенита при очень быстрых нагревах. Удовлетворительные результаты возможны только при условии предварительной подготовки исходной структуры стали. Чем меньше в стали углерода и, следовательно, больше структурно-свободного феррита, тем труднее достигается закалка на малые глубины. Выбор глубины закаленного слоя при закалке сталей с пониженной прокаливаемостью в большей мере зависит от свойств стали. В данном случае можно допустить сравнительно малые глубины слоев с максимальной твердостью, так как условия закалки создают большой подслой со структурой троостита и, следовательно, повБПпенной твердости, что способствует повышению прочности поверхностного слоя. При поверхностной закалке стали с нормальной прокаливаемостью плавный переходный слой не оказывает решающего влияния на свойства поверхностно закаленных изделий, но во многих случаях желателен для наилучшего распределения остаточных напряжений. В связи с этим рекомендуется подбирать марки стали, режим закалки и глубину закаленного слоя с таким расчетом, чтобы получился переходный слой с твердостью менее Нбо (см. рис. 2.7), не превышающий 25-30%, в крайнем случае 50% от глубины закаленного слоя. Ограничение глубины переходного слоя желательно для уменьшения расхода энергии и уменьшения деформации изделий.   Рйс. 5.3. Примеры правильного (/) и неправильного ( ) расположения закаленного слоя при зональной закалке Выбор формы закаленного слоя. При зональной поверхностной ,!акалке на границе закаленного слоя возникают растягивающие остаточные напряжения, которые могут достигать 100-200 Н/мм в зависимости от глубины закаленного слоя и режима иагрева и охлаждения. О значении возникающих растягивающих напря-/кспий можно судить, например, по тому, что предел выносливости детали сложной формы типа коленчатого вала, имеющей небольшой радиус кривизны в зоне максимальной концентрации зиаиних напряжений и изготовленной из углеродистой конструкционной стали, находится на уровне 150-200 H/мм т. е. того же порядка, что и остаточные напряжения. Естественно, что совпадение максимума растягивающих остаточных напряжений с максимумом напряжений от внешней нагрузки может привести к резкому снижению усталостной прочности детали. Кроме фактора прочности на выбор формы закаленного слоя ьлияют технические возможности метода высокочастотного нагрева. При закалке деталей сложной формы часто трудно или невозможно осуществить качественный нагрев тех зон, где по условиям эксплуатации изделия желательно получить поверхностное упрочнение. Сказанное можно пояснить на некоторых наиболее характерных примерах. На рис. 5.3, а приведены правильная (/) и неправильная ( ) формы закаленного слоя на пальце, запрессованном в другую деталь. С целью повышения износостойкости шейки пальца, работающей в скользящем подшипнике, достаточно при закалке получить тонкий закаленный слой. Если при этом не допускаются перешлифовки пальца, то слой может не превышать 1,5-2 мм. Однако при закалке по варианту усталостная прочность пальца снижается вследствие совпадения максимума остаточных растя- [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [ 26 ] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] 0.0009 |