
|
|
|
Главная Высокочастотная термическая обработка [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [ 36 ] [37] [38] [39] Механические свойства обсадных труб Таблица 6.2
объемной высокочастотной термической обработки следует учитывать целый комплекс факторов. Подсчет только стоимости энергозатрат говорит, как правило, не в пользу индукционного метода. Соотношения меняются, если учитываются такие факторы, как угар и обезуглероживание металлов, исключение операций травления металла, повышение производительности труда, стабильность качественных показателей, автоматизация процессов, условия труда и др. Трубы нефтяного сортамента. Высокочастотная термическая обработка может быть с успехом использована для повышения механических свойств стальных труб различного назначения. Во ВНИИТВЧ изучены возможности высокочастотного улучшения обсадных и бурильных труб нефтяного сортамента. Проведено также широкое опробование высокочастотной термической обра-багки в промышленности [111. В настоящее время для труб с категориями прочности групп Д, Е, Л и М применяют стали, которые примерно соответствуют маркам 45Г, 36Г2С, 38ХНМ. В табл. 6.2 приведены требования ГОСТ 632-80* по механическим свойствам для нефтяных обсадных труб. Трубы групп прочности К, Е, Л, М и Р должны быть подвергнуты термической обработке. Требования к трубам групп К и Е удовлетворяются при использовании стали, состав которой можно условно обозначить 36Г2С, с применением нормализации и отпуска. Требования, соответствующие группе Л, удовлетворяются при использовании стали, по составу близкой к стали 38ХНМ, также после нормализации и отпуска. Для бурения глубоких скважин требуются обсадные и бурильные трубы, по механической прочности соответствующие группам М и Р, с пределом текучести соответственно 750 и 950 Н/мм*. Такие свойства получают только путем термического улучшения . Термическое улучшение, кроме того, позволяет получать более высокие категории прочности у менее легированных сталей. Опыты по высокочастотному термическому улучшению были выполнены во ВНИИТВЧ. Производились высокочастотная закалка и отпуск труб длиной 2-4 м диаметр<)м 141 и 168 мм при толщине стенок от 8 до 14 ли. Исследовали HenpepHBHO-nooiiifit нательный метод обработки при скорости движения 5-12 мм/с. Для нагрева использовали машинные генераторы с частотой 1(КЮ и 2500 Гц. Длина индуктора, равная 300 мм, при выбранных скоростях движения определяла время нагрева 30-60 с. Наружная поверхность трубы охлаждалась водяным душем при помощи спрейера, создающего вращающийся поток воды. Длина зоны активного охлаждения составляла 150-170 мм, и, следовательно, продолжительность активного охлаждения - около 15-20 с. Расход воды, подаваемой под давлением 0,4-0,5 МПа, составлял 50-60 мч [0,2-0,3 м(м*-с)1. Температура нагрева под закалку в большинстве опытов составляла 850-950 °С. Разность температур между наружной и внутренней поверхностями была невелика - не превышала 20°. Микроисследования и измерения твердости показали, что для сталей 36Г2С, 40Х и 40ХНМ сквозная закалка обеспечивалась при толщине труб до 14 мм. Для труб из углеродистой стали (типа 45) сквозная закалка получалась при толщине стенки до 10 мм. Отпуск труб производился в том же индукторе при скорости движения 6,5 мм/с, соответствующей полному времени нагрева около 60 с. Изучались различные температуры отпуска в пределах 550-700 °С. Для труб из углеродистой стали после улучшения с отпуском при температуре 650 °С Oo.-s > 750 Н/мм** при 65 > 14%. Временное сопротивление находится в пределах = 900-Г-950 H/мм что выше требований по группе прочности Л. На рис. 6.17 и 6.18 приведены диаграммы зависимости механических свойств от темне- ло,?, бе. w*/ 1200 1000 800 600 Ш 200 О
60 liO 20 1200 1000 800 600 Ш 200 500 550 600 650 tC
100 80 60 Ы 20 Рис. 6.17. Механические свойства закаленных ТВЧ труб НЗ сталн типа 36Г2С в аисимоета от температуры отпуска т 600 650 700 t.C Рис. 6.18. Механические свойства закаленных ТВЧ труб из стадн типа 38ХНМ в зависимости от температупы отпуска ратуры отпуска для стали марок 36Г2С и 38ХНМ. Для стали 36F2G после улучшения с отпуском при температуре 625°С ао,2>820 Н/мм*, Оа > 9504-1000 Н/мм* при 65 = 13%, что удовлетворяет требованиям по группе прочности М. Еще более высокие свойства получены после высокочастотного улучшения труб из стали, соответствующей марке 38ХНМ. После закалки и отпуска при температуре 620-650 °С > 1100 H/мм Оо. > 1000 Н/мм* при S5 = 12-15%. Эти свойства соответствуют требованиям ГОСТ 632-80* на трубы высшей группы прочности Р. Промышленное внедрение высокочастотной закалки труб было проведено на Таганрогском металлургическом заводе, на котором при помощи ВНИИТВЧ была создана мощная установка для закалки труб диаметром 168 мм и длиной 9-12 м при толщине стенок 7-14 мм. Для нагрева труб под закалку и отпуск использовались три высокочастотных машинных генератора о частотой тока 2500 Гц общей мощностью 300 кВт. Температура измерялась радиационными пирометрами ТЭРА-50. Температура закалки составляла 850-950 °С, температура отпуска - 600-650 °С. Скорость движения изменялась от 10 до 14 мм/с для труб с толщиной стенки 7-8 мм, от 6 до 7 мм/с - для труб с толщиной стенки 12-14 мм. Параметры спрейера обеспечивали длину зоны активного охлаждения 150-170 мм. Расход закалочной воды находился в пределах 50-70 мч при давлении до 1,0 МПа, что соответствует удельному расходу 0,2-0,3 м7(м-ч). На равномерность распределения температуры сильно влияет разностенность труб: тонкие места нагреваются до более высокой температуры, чем толстые. При разностенности 1-2 мм разность температур не превышала 40°, при разностенности 3-5 мм, не соответствующей требованиям ГОСТа, разность температур достигала недопустимых величин (100° и больше). Разностенность труб приводила к деформациям, превышающим допустимые значения по ГОСТу. Трубы требуют «теплой» правки после отпуска. Расход электроэнергии составлял 300 кВт-ч/т для закалки и 150 кВт-ч/т для отпуска. При закалке опытной партии труб из углеродистой стали (типа 45Г) получены следующие механические свойства: Ов = = 900-=-950 H/мм 00.2 = 700-7-800 Н/мм и S5 = 12,54-16,5%, что соответствует требованиям к трубам категории Л. Колебания значений Ов и 0,2 в различных местах трубы не превышают 40 Н/мм", а колебания значений удлинения - 2-3%. В трубах из стали 45 сквозная закалка на мартенсит обеспечивается при толщине стенки 7-9 мм. При большей толщине стенки на глубине 6-7 мм от поверхности появляются включения феррита, что, однако, не приводит к существенному снижению механических свойств. Следует отметить, что расход закалочной воды при опытной закалке труб был много меньше того, который используется при интенсивной закалке деталей машин, а именно: 0,2-0,3 вместо . - 1,0-1,5 м»7(м"-ч). При наличии соответствующих резервов водш можно существенно увеличить интенсивность охлаждения и максимальную толщину стенок трубы из углеродистой стали, которая может быть закалена на мартенсит. По расчету эта толщина может достигать 12 мм. Были проведены также опыты на трубах диаметром 168 мм и о толщиной стенки 7-8 мм из малоуглеродистой стали типа марки 25 с 0,22-0,27% С, 0,4-0,5% Мп и 0,2-0,3% Si. При температуре закалки 980-1020 °С, охлаждении энергичным душем и отпуске при температуре 530-575 °С были получены механические свойства, соответствующие трубам категории Л: = = 820-900 H/мм Оо,, = 700-780 H/мм = 16-7-13%. Толщина стенки 7-8 мм является, вероятно, предельной для получения сквозной прокаливаемости для этой стали. При такой сравнительно небольшой толщине стенки трубы сталь марки 25 при несколько пониженной температуре отпуска дает сочетание свойств, близкое к свойствам стали 45. Все изложенное позволяет считать, что высокочастотное улучшение является перспективным методом повышения качества труб нефтяного сортамента. В работах К. Ф. Стародубова и А. Ф. Сиухина изучено влияние сквозной закалки с нагревом ТВЧ на свойства тонкостенных электросварных труб из малоуглеродистой стали Юсп. Опыты проводидись на трубах диаметром 40 мм при толщине стенки 1,5 мм и длине до 5 м. На ламповом генераторе при частоте 70 кГц наилучшие результаты получены при нагреве до температуры 1000 °С со средней скоростью 220 °С/с и резком душевом охлаждении до 600-700 °С. Было обеспечено получение труб без отслаивающейся окалины с повышенными механическими свойствами. На плавке с 0,14% С, 0,3% Si и 0,49% Мп при температуре окончания душевого охлаждения 600 °С получили Ов = 450 Н/мм* при бю = 26% и 1) = 60%. При быстром душевом охлаждении до 300 °С наблюдалось резкое повышение временного сопротивления присущественном уменьшении пластичности (Ов = 1000 Н/мм*, = 7%, = 35%). Арматурные стержни. Термическая обработка может существенно повыЬать механические свойства арматурных стержней периодического проката, предназначенных для использования в предварительно напряженных железобетонных конструкциях. В табл. 6.3 приведена классификация стальных стержней для обычной (A-I, A-II, A-III) и предварительно напряженной (At-IV, At-V, At-VI, At-VH) арматуры. Возможны различные методы термической обработки периоди-ческого проката для арматурных стержнец: закалка с прокатного нагрева с последующим отпуском или б;Ю него; закалка и отпуск с нагреюм в печах; закалка и отпуск 6 применением электроконтактного и высокочастотного нагрева. Некоторые из них, в частности термическая обработка с контактным нагревом, уже получили довольно значительное распространение. Класснфнкацвя арматурных стержней Таблица 6.3 j
Химический состав и механические свойства арматурной стали в состоянии поставки Таблица 6.4
Высокочастотный нагрев позволяет получить более высокие механические свойства по сравнению с другими методами, а также создает возможность организации непрерывного процесса обработки. Несмотря на то что для ее осуществления требуется относительно сложное оборудование и расходуется электроэнергия в количестве 500-800 кВт-ч/т, высокочастотная об)аботка может оказаться экономически выгодной за счет уменьшения расхода арматурной стали, а также за счет повышения однородности свойств и надежности конструкций. Во ВНИИТВЧ Е. П. Евангуловой изучено влияние условий нагрева и охлаждения на структуру и свойства образцов и натурных стержней длиной до 6 м, включая статистическую обработку материалов, произведено испытание железобетонных конструкций с арматурой, прошедшей высокочастотное улучшение [9]. Упрочнению подвергалась арматура в виде периодического проката диаметром от 12 до 32 мм из легированной стали марок 35ГС, 30ХГ20, 65Г (табл. 6.4) и из углеродистой стали обыкновенного качества марок Ст4 и Ст5. 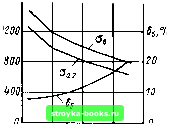 550 450 550 550 t.C 1500 1100 900 700, 550 т 450 500 550 t;C 25 20 15 10 5 Рис. 6.19. Механические свойства закаленной ТВЧ арматуры иэ стали 35ГС при различной температуре отпуска Рис. 6.20. Механические свойства закаленной ТВЧ арматуры из стали 30ХГ2С при различной температуре отпуска Интересные данные получены при высокочастотной термической обработке стержней легированной стали марок 35ГС, 30ХГ2С после закалки и отпуска при высокочастотном нагреве. Механические свойства изучались путем испытаний на растяжение кусков арматуры длиной 450-700 мм (натурные образцы), а также и точеных образцов. Б последнем случае значения механических свойств получаются более высокими. На рис. 6.19 приведен график влияния температуры отпуска на механические свойства натурных образцов из стали 35ГС, на рис. 6.20 - аналогичный график для стали 30ХГ2С. При температуре отпуска 500-550 °С на натурных образцах получены значения = ЮОО-т-ПОО Н/мм для стали 35ГС, = 1150-т--т-1350 Н/мм для стали 50ХГ2С, ад = 850-920 Н/мм* для стали 35ГС и ао,а = 1100-т-П20 Н/мм» для стали 30Г2С при бв =12- -7-13%. Эти свойства удовлетворяют требованиям класса проч-лости арматуры At-V, а по значению предела текучести арматура из стали 30ХГ2С удовлетворяет требованиям класса прочности At-VI при значительном запасе по удлинению. Большая партия стержней длиной 6 м и диаметром 14 и 25 мм из стали 35ГС после высокочастотной обработки испытывалась в НИИ железобетона и. ЦНИИ строительных конструкций, и в 95% случаях получены свойства, отвечающие классу At-VI и только в 5%, - классу At-V. Высокочастотное термическое улучшение значительно уменьшает склонность стали к хрупкому разрушению. Ударная вязкость стали 35ГС при комнатной температуре находится в пре-делах 70-180 Дж/см* (рис. 6.21), а при температурах -60-i-80 °С имеет величину не менее 50 Дзк/см» (рм 6.22). Е. П. Евангулова и Г. Ф. Головин показали, что высокие механические свойства могут быть получены также при нескйоз-ной обработке арматуры из сталей 35ГС и 65Г [И ]. При диаметре стержней 22 и глубине слоя 4 мм, что соответствует закалКе яри- [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [ 36 ] [37] [38] [39] 0.001 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||