
|
|
|
Главная Применение термической обработки [0] [1] [ 2 ] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] 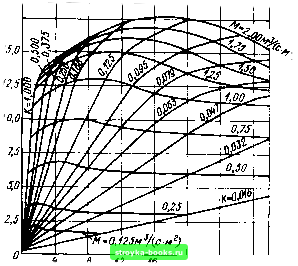 го Z4 v,m/c Рис. 2.2. Влияние скорости истечения струй на а,к, при постоянном расходе воды [Af =0,125-2,0 мV(c•м) и постоянной относительной площади отверстий в спрей-ере {А: = 0,016-1,000) Следует учитывать, что полученные зависимости могут нарушаться при одновременном охлаждении больших площадей, когда эвакуация воды из пространства между спрейером и деталью затруднена. Таким образом, эквивалентный коэффициент теплоотдачи при охлаждении водяным душем в результате влияния различных параметров душа, воды и спрейера может меняться от 0,8-10 до 20-10* Bт/(м•°C). Таким диапазоном изменения охлаждающей способности не обладает ни одно из известных сегодня закалочных средств. Кривая зависимости а,кв = /(у) при К=\ (рис. 2.2) по существу является характеристикой охлаждающей способности водяного потока, направленного перпендикулярно к поверхности изделия. Охлаждающая способность такого потока меньше охлаждающей способности оптимального душа на 20-25 %. Характер изменения охлаждающей способности водяного потока при понижении температуры закаливаемого изделия несколько отличается от такового при душевом охлаждении; менее ярко выражено замедление охлаждения на первой стадии в области температур 800-400 °С. Охлаждение продольным водяным потоком отличается пониженной интенсивностью, которая близка к интенсивности охлаждения душем, направленным под углом ф<30° к поверхности образца. Охлаждение продапьным водяным homkom дает положительные результаты при закалке длинномерных изделий (валов, осей и т. п.). Применение душа не позволяет надежно избежать местных скоплений пара, приводящих к нерав- номерности охлаждения, появлению мягких пятен и даже трещин. Продольный водяной поток смывает образовавшиеся пары воды и способст-I вует равномерности охлаждения. 2.2. ОХЛАЖДЕНИЕ МАСЛЯНЫМ ДУШЕМ Применение водяного душа возможно и целесообразно далеко не во всех случаях закалки после индукционного нагрева. При закалке изделий из сложнолегированных марок стали и сложной конфигурации (с выточками, шпоночными канавками, пазами, отверстиями, резкими переходами сечений и другими конструктивными элементами, являющимися концентраторами напряжений при термической обработке) даже самое тщательное соблюдение рекомендаций по обеспечению наилучшей равномерности охлаждения водяным душем не гарантирует от появления трещин в этих зонах. Из более мягких закалочных средств в первую очередь следует назвать масляный душ. Можно применять душ веретенного и трансформаторного масла, поскольку их охлаждающая способность в рассматриваемых условиях теплоотвода практически одинакова. Установлено, что при охлаждении масляным душем по сравнению с масляной ванной существенно возрастает интенсивность теплоотвода как в целом, так и на каждом этапе процесса, а также весьма заметно меняется характер охлаждения: на кривых рис. 2.3 практически отсутствует период замедленного охлаждения, соответствующий стадии пленочного кипения. Охлаждающая способность масляного душа нарастает непрерывно до максимума при 600-500 °С на поверхности изделия, что может быть объяснено снижением устойчивости паровой пленки при понижении температуры. При температуре ниже 500 °С происходит конвективный теплообмен [8]. Максимальной охлаждающей способностью обладает масляный душ из спрейера с относительной площадью отверстий /С = 0,15-г-0,22, что соответствует числу отверстий на I см поверхности/I =57 при диаметре отверстий 2 мм (рис. 2.4). Зависимость эквивалентного коэффициента теплоотдачи при охлажде- aiOUm/(M°C) 20 Рис. 2.3. Зависимость коэффициента теплоотдачи при охлаждении масляным душем различной интенсивности от температуры поверхиости: / - масляная ваииа; 2-7 - душ при различном расходе М. м/(с-м); 2-0,2; 5-0,3; - 0,4; 5 - 0,5; 6 - 0,7; 7-1.0 800 600 т 200 t,°c 15 Рис. 2.4. Влияние расхода масла на Оэкв при охлаждении душем из спрейеров с различной относительной площадью отверстий К: /- 0,063; 2-0,125; 3-0,188; 4- 0,375; 5-1,0 (поток) О 0,2 0,4 0.6 0,8 M.M/te-MV НИИ масляным душем от расхода масла М принципиально носит такой же характер, как и в случае использования водяного душа. До значений M<0,5 м/(с-м) эта зависимость выражается уравнением a,KB = „-f 10 ВМ, где Ли - коэффициент, зависяший от относительной плошади отверстий в спрейере К и изменяюшийся от 500 до 1000 Вт/(м-°С) во всем диапазоне значений К; В„ - коэффициент, зависящий от относительной плошади отверстий в спрейере и в диапазоне наиболее употребляемых значений К = 0,1-=-0,4 изменяющийся от 0,15 до 0,18. Охлаждающая способность масляного душа под слоем масла, иногда применяемого при закалке изделий сложной формы из высоколегированных сталей, весьма незначительна и мало отличается от интенсивности охлаждения в энергично перемешиваемом масле. Это объясняется резкой потерей скорости струй в масле. Изменение температуры масла от 20 до 120 °С практически не влияет на охлаждающую способность масляного душа. Подогрев масла до 50- 70 °С можно считать полезным, так как при этом снижается его вязкость. Экспериментально установлено, что срок службы масла, используемого для охлаждения душевым методом, может быть увеличен в три-четыре раза по сравнению с маслом, применяемым для охлаждения погружением. При охлаждении масляным душем возникает опасность воспламенения масла. Опыты показали, что первая порция масла в момент соприкосновения с поверхностью образца действительно вспыхивает, но последующие порции почти тотчас же гасят пламя и, так как поверхность образца оказывается к этому времени охлажденной ниже температуры воспламенения масла, новых вспышек не происходит. Создание в зазоре между поверхностью образца и спрейером нейтральной атмосферы пропусканием углекислого газа или азота полностью предотвращает воспламенение масла. Итак, масляный душ по своей охлаждающей способности является совершенно особым закалочным средством, обеспечивающим весьма высокую интенсивность охлвцсдения в верхнем температурном интервале [«верх» 15 000-М7 ООО Вт/(м-С)] и достаточно умеренный теплоотвод в нижнем температурном интервале [а„„ж«2000-=-4000 Вт/(м-°С)1. 2.3. ОХЛАЖДЕНИЕ ДУШЕМ ВОДНЫХ РАСТВОРОВ НЕОРГАНИЧЕСКИХ И ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ Какими бы прекрасными охлаждающими свойствами не обладал масляный душ, в заводской практике его применение всегда будет встречать противодействие администрации, пожарной инспекции и службы техники безопасности. Поэтому естественно стремление исследователей как в нашей стране, так и за рубежом найти такую закалочную жидкость или такое закалочное средство, которые по охлаждающим свойствам были бы близки к масляной ванне или масляному душу иа разных этапах теплоотвода, но не были горючими. Были исследованы водные растворы неорганических соединений - таких, как NaCI, NaOH, КОН, жидкое стекло. Применять их в виде душа оказалось нецелесообразно, так как одни из них (души водных растворов солей и щелочей) обладают чрезвычайно высокой охлаждающей способностью в нижнем температурном интервале, а другие (души водных растворов жидкого стекла) легко засоряют спрейерную систему и практически не обеспечивают стабильного охлаждения [8]. За рубежом были предложены и иашли применение для закалки погружением и в виде душа водные растворы таких органических соединений, как поливиниловый спирт, полиалкилен-гликоль, полиэтилен-гликоль, османилы, акванолы, аква-пласт и множество других. Охлаждающая способность душа 0,1-0,25 %-ных водных растворов поливинилового спирта при расходах 0,3-0,5 mV(c-m) близка к охлаждающей способности интенсивного масляного душа [аэкв~15Х ХЮ Вт/(м.°С); аверх25-10 Вт/(м=.°С); а„„«7-10 Ът/(ы-"С)]. Этот раствор легко приготовить, но он не стабилен по составу и требует постоянного контроля. Кроме того, водные растворы поливинилового спирта легко вспениваются и при душевом методе подачи на закаливаемую поверхность быстро заполняют пеной рабочее пространство закалочной камеры. Пена оседает плохо, поэтому необходимо вводить в раствор специальные пеиогасители, к числу которых можно отнести диметилформамид, глицерин, трибутилофосфат, триэтаноламин. Такие пеиогасители в количестве нескольких десятых процента устраняют природный дефект водных растворов поливинилового спирта, но одновременно повышают интенсивность охлаждения ими. В связи с этим душ водных растворов поливинилового спирта с добавками пеногасителей в качестве закалочного средства в настоящее время применяют в ограниченных масштабах. Душ водных растворов аква-пласта по охлаждающей способности еще более близок к масляному душу. Применяют 0,15-0,6 %-ные водные растворы аква-пласта, причем душ 0,15%-ного раствора при расходах 0,2-0,3 mY(CM) в верхнем температурном интервале превращения охлаждает как слабый водяной душ аверх«20-10/(м-°С), а в нижнем температурном интервале-как интенсивный масляный душ {а«иж «6-lO-f-8-10 Вт/(м-°С)]. С увеличением содержания аква-йласта охлаждающая способность душа снижается еще больше. В целом для сщ . т п. \ "i?.pKiBCM:a Державна 7 4 I 2 6 1 "р --ОТЕКА дуйа водных растворов аква-пласта а,к,= (12,550) 10 Вт/(м-°С). Охлаждение этим закалочным средством носит отчетливо двухстадийный характер; стадия пленочного кипения отсутствует. Аква-пласт растворяется в воде, ио в процессе эксплуатации состав раствора меняется и требуется его периодически контролировать для сохранения постоянства охлаждающей способности. Колебания температуры в пределах 20-50 °С практически не сказываются на охлаждающей способности душа такого раствора. Водные растворы аква-пласта обладают отчетливо кислой реакцией (рН = 6Ч-7), что является их недостатком. Для устранения этого дефекта в раствор вводят нейтрализатор, например трнэтаноламин, добавка которого в количестве 0,1 % повышает рН до 8-8,5. Водные растворы аква-пласта не токсичны, не горючи, могут сливаться в канализацию. Они не засоряют отверстий в спрейерах, не забивают подводящих и отводящих шлангов, не вспениваются и не растворяют газов. Поэтому душ водных растворов аква-пласта - весьма перспективное закалочное средство, особенно для деталей, подвергаемых индукционному нагреву под закалку. Аналогичными свойствами обладает и душ водных растворов османила £2, с той только разницей, что для получения желаемой охлаждающей способности (близкой к масляному душу) концентрация османила £2 в воде должна выбираться в пределах 6-20 %. В качестве заменителя вышеописанных средств на Ярославском моторном заводе был предложен душ водных растворов полиакриламида (ТУ 6-01-1040-76), названного сокращенно ЗСП-1. Для получения одинаковой с водными растворами аква-пласта и османила £2 охлаждающей способности в нижнем температурном интервале превращения концентрация ЗСП-1 в воде должна составлять 0,25-0,01 % в зависимости от расхода. В интервале температур перлитного и промежуточного превращений душ водных растворов ЗСП-1 этих концентраций охлаждает в два с лишним раза медленнее, чем сравниваемые средства. Следовательно, для закалки многих сталей это средство непригодно. Кроме того, поддержание концентрации раствора в пределах от 0,01 до 0,1 % весьма затруднительно, тем более что полиакриламид является сильным коагулятором и легко выпадает в осадок с окалиной и другими частицами, попадающими в ванну при закалке. Жидкость ЗСП-1 ие токсична, не горюча, трудно растворяется в воде, обладает отчетливо кислой реакцией, требующей введения в раствор нейтрализаторов. Таким образом, ЗСП-1, хотя и обладает рядом достоинств, не может служить надежной заменой аква-пласта и османила Ег- Во ВНИИ ТВЧ им. В. П. Вологдина разработана среда, представляющая собой водный раствор триэтаноламина с добавлением поливинилового спирта (ТЭАПС). Душ 8-12 % водного раствора триэтаноламина с добавлением 0,2-0,8 % поливинилового спирта при расходах 0,15-0,75 м/(с-м) обладает охлаждающей способности}, промежуточной между слабым водяным душем и масляным душем. При концентрации поливинилового спирта 0,2-0,5 % (8-12 % триэтаноламина) для этого закалочного средства аэкв = (20Ч-6) 10 Вт/(м-°С), а при концентрации поливинилового спирта 0,6-0,8% a,кв=(6-4)103 Вт/(м-°е). Водные растворы ТЭАПС достаточно стабильны по составу, загрязнение раствора не приводит к выпадению поливинилового спирта в осадок или образованию коллоидного раствора. Они имеют кислотное число рН = 8,5 4-9,0 и предохраняют от коррозии как элементы закалочной системы, так и закаливаемые изделия. Водные растворы ТЭАПС не токсичны, не горючи, не образуют пены. Состав приготовляют, энергично перемешивая технический трнэтаноламин (99 %-ный раствор) в водяной ванне в течение нескольких минут (в зависимости от объема ванны), затем в ванну наливают предварительно растворенный в теплой воде поливиниловый спирт заданной концентрации, после чего весь состав вновь тщательно перемешивают. Душ водных растворов ТЭАПС с 0,2-0,5 % поливинилового спирта рекомендуется для закалки относительно простых деталей из среднеугле-родистых нелегированных и малолегированных сталей, а душ водных растворов ТЭАПС с 0,6-0,8 % поливинилового спирта - для закалки изделий сложной формы из сложнолегированных сталей. В настоящее время в СССР и за рубежом ведутся большие работы по созданию новых закалочных средств на водяной основе с добавками таких веществ, которые обеспечивали бы высокие скорости охлаждения в верхнем температурном интервале превращения и весьма умеренные в нижнем. Главный упор делают на водорастворимые полимеры, моющие и поверх-ностно-аквтивные вещества. 2.4. ДРУГИЕ МЕТОДЫ ОХЛАЖДЕНИЯ ПОСЛЕ ИНДУКЦИОННОГО НАГРЕВА Далеко не всегда требуется максимальное упрочнение после индукционного нагрева. Нередко главной задачей является снижение температурных и структурных напряжений в изделии при закалке, а также уменьшение поводки и коробления. Эту задачу успешно решает закалка в масляной ванне. Поскольку после индукционного нагрева охлаждение погружением в ванну в большинстве случаев невозможно, были сделаны попытки найти закалочное средство, обладающее во всех температурных интервалах превращения такой же охлаждающей способностью, как масляная ванна. Водовоздушные смеси являются весбма гибким закалочным средством, позволяющим получать величину аэкв от 500 до 20-10 Вт/(м-°С). Путем контролируемого изменения содержания воды, скорости истечения воды и воздуха, угла атаки и расстояния от сопла до поверхности изделия можно регулировать интенсивность охлаждения водовоздушной смесью и получать охлаждающую способность, близкую к той, которую дает масляная ванна. Существует множество конструкций форсунок, применяемых для подачи водовоздушной смеси, но наиболее удобными следует признатьфорсунки высокого и низкого давления системы Карабина. К недостаткам [0] [1] [ 2 ] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] 0.0008 |