
|
|
|
Главная Применение термической обработки [0] [1] [2] [3] [4] [5] [ 6 ] [7] [8] [9] [10] [11] [12] [13] [14] I жений растяжения, превышающих предел прочности. Последующее мар-I тенситное превращение, протекающее с увеличением объема, создает в закаленном слое напряжения сжатия, и образовавшиеся ранее закалочные трещины становятся сжатыми и не развиваются в глубь закаленного слоя. Второй момент может возникнуть при закалке на повышенную глубину. В этом случае трещины могут образоваться уже после того, как поверхностный слой претерпит мартенситное превращение и станет твердым и хрупким, так как образование мартенсита в глубже лежащих зонах вызывает в наружном слое растяжение. Применение сталей малой прокаливаемости уменьшает опасность возникновения закалочных трещин. 3.8. ДЕФОРМАЦИЯ ПОВЕРХНОСТНО ЗАКАЛЕННЫХ ИЗДЕЛИЙ Принято считать, что при поверхностной закалке деформации по сравнению с объемной закалкой незначительны. Действительно, при поверхностной закалке деталей простой формы можно получить минимальные деформации. Это объясняется тем, что при поверхностном нагреве сердцевина остается холодной, создавая жесткую основу, припятствую-щую деформации. Однако стабильность деформации и малые ее значения могут быть получены только при симметрии закаленного слоя и когда закаливается незначительная доля изделия. Нарушение симметрии в расположении и толщине закаленного слоя может вызвать деформации более значительные, чем при объемной закалке с нагревом в печн. Наиболее наглядно это проявляется при односторонней закалке балок, рельсов, плит нлн полос. При неравномерном закаленном слое будет деформироваться и гладкий цилиндрический вал, который будет искривляться выпуклостью в сторону утолщенного слоя. Для предотвращения получения неравномерного по окружности слоя цилиндрические изделия вращают в процессе нагрева и охлаждения. Это ликвидирует влияние неоднородности электромагнитного поля индуктора, вызванного его конструкцией, и влияние несимметричности условий охлаждения. Однако вращение не приносит пользы, если сама деталь асимметрична. В некоторых деталях часть сечения может получить сквозную закалку. Пример - шлицевые валы, у которых шлиц обычно прогревается и закаливается насквозь. По условиям эксплуатации шлицевых валов это допустимо, но получить какие-либо закономерности деформации не удается: шлиц в отдельных случаях расширяется после закалки, в других -t-сужается и становится выше. По-видимому, изменяется последовательность фазовых превращений в разных зонах при малейших колебаниях режима иагрева и охлаждения. При местной закалке изделий сложной формы существенную роль играет расположение закаленного слоя. Так, приближение границы слоя к галтели вызывает уменьшение радиуса галтели, что может привести к искривлению деталП» например коленчатого вала. Если вывести закаленный слой на галтель, то ее радиус увеличивается. 3.9. РЕКОМЕНДАЦИИ ПО ВЫБОРУ ФОРМЫ И ГЛУБИНЫ ЗАКАЛЕННОГО СЛОЯ При назначении формы и глубины закаленного слоя необходимо учитывать не только желание получить те или иные свойства детали, но и технологические возможности индукционного нагрева и охлаждения. Наиболее легко решаются эти вопросы при поверхностной закалке деталей простой формы (типа валов, осей, штоков, втулок и т. п.). Выбор размеров и формы индуктора, частоты тока, потребляемой мощности обеспечивает одновременный или непрерывно-последовательный способ поверхностной закалки с достаточно равномерной температурой всей детали. В то же время и в этом случае имеются некоторые моменты, которые могут отразиться на качестве закалки. Прежде всего необходимо обращать внимание на закалку концов валика или оси. При одновременном способе закалки коротких валиков, кулачков, эксцентриков в технические условия обычно закладывают данные по твердости поверхности и глубине слоя без учета особенностей нагрева и охлаждения концов, которые могут перегреваться и кромки которых при резком охлаждении могут скалываться. При разработке технических условий желательно предусмотреть возможность снижения у кромок глубины закаленного слоя, что снизит вероятность образования трещин. Оптимальный вариант - допущение узкой незакаленной полоски. При закалке полых валов или втулок необходимо заранее представить себе сечение стенки, которое может быть неодинаковым по длине детали. У таких деталей условия теплоотвода в стенку будут различными, поэтому конечная температура и глубина прогрева будут разными. Желательно организовать технологический процесс изготовления таким образом, чтобы внутренний диаметр растачивать после поверхностной закалки. При непрерывно-последовательной закалке длинных валов также встречаются трудности в начале и конце закалки. Однако здесь можио отработать режим движения детали и включения н выключения тока так, чтобы концы не перегревались. Поверхностная закалка осей и валов, имеющих неодинаковый диаметр, сводится, как правило, к закалке отдельных участков, подвергающихся изнашиванию или смятию при тугих посадках. При такой организации процесса необходимо избегать совмещения границы слоя с галтелью в месте перехода от одного-диаметра в другому или с границей нарезки шлицев. Кроме того, прессовая посадка является местом концентрации внешних напряжений. Поэтому закаленный участок вала должен быть несколько шире ступицы колеса или фланца, насаживаемого на вал. При закалке двух близко расположенных участков во избежание появления трещии надо соблюдать расстояние, при котором ие будет проявляться тепловое влияние второго нагрева на ранее закаленный участок. При закалке деталей сложной формы вопрос благоприятного расположения границы закаленного слоя стоит особенно остро. В большинстве случаев желательно располагать слой так, чтобы места перехода с одного Нелокален ный участок Перегреб 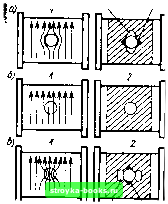 Рис. 3.8. Схемы распределения тока {/) и закаленные зоны {2) при использовании заглушек; а -- без заглушек или с деревянными и асбестовыми заглушками; б- стальные заглушки; в - медные заглушки Незакаленный участок Перегреб диаметра на другой (галтели!, например у коленчатых валов, были охвачены закаленным с,;1оем. При этом достаточно, чтобы в галтели был минимальный слой мартенсита, обеспечивающий получение иа поверхности остаточных напряжений сжатия. Однако в большинстве случаев это встречает технические трудности. Поэтому закаленный слой отодвигают от галтели, сужая зону закалки. Большие затруднения вызывает закалка поверхностей, имеющих отверстия, так как по краям отверстия неизбежен перегрев, и при последующем резко.м охлаждении возникают трещины. В практике термической обработки таких деталей применяют разного вида заглушки: из мокрого дерева или асбеста, медные, стальные (рис. 3.8). Эффективность iiepsbix незначительна, и в последнее время их применяют редко. .eлI!ыc заглушки из.меняют направление тока, который оттягивается на заглушку, и места перегрева меняют свое по.южение. Это полезно в тех случаях, когда отверстие сделано под углом к поверхности и один край оказывается очень тонким (при нагреве возможно даже его оплавление). Изменение напранленпя тока с помощью медной заглушки снижает вероятность перегрева острой кромки отверстия. Лучшие результаты дают стальные заглушки, имеющие те же свойства, что и металл изделия. Однако они действуют только при плотном соприкосновении с поверхностью отверстия, что осуществить трудно, тем более что в процессе нагрева заглушка может деформироваться и между нею и деталью появится зазор. Для лучшего контакта заглушку меднят. Глубину закаленного слоя выбирают в зависимости от условий эксплуатации изделия. С точки зрения повышения износостойкости при трении скольжения в общем случае не следует добиваться большой глубины закаленного слоя. В то же время вступают в силу факторы, влияющие на качество изделий в целом. Во-первых, многие детали машиностроения допускают изменение размеров в процессе эксплуатации. Это, например, коленчатые валы двигателей внутреннего сгорания, шейки которых при ремонтах шлифуют на меньший диаметр, или тормозные кулаки, или колодки, регулирующиеся по мере изнашивания, и т. п. Поэтому техническими условиями предусматривается определенная глубина закаленного слоя, гарантирующая работоспособность детали после ремонта и шлифования. Во-вторых, необход51мо учитывать возможность отрицательного воздействия поверхностной закалки на прочность детали. Действительно, при малых глубинах закаленного слоя остаточные напряжения растяжения располагаются близко от поверхности (см. п. 3.7). В процессе эксплуатации они могут сыграть отрицательную роль и вызвать преждевременное разрушение детали. В то же время увеличение глубины слоя неизбежно приводит к увеличению деформаций. Таким образом, в каждом конкретном случае приходится оценивать указанные факторы при назначении глубины закаленного слоя. Обычно глубина слоя лежит в пределах 3 -Ъ мм. При трении качения в условиях контактной усталости максимальные касательные напряжения, вызывающие появление очагов разрушения, располагаются на сравнительно небольшой глубине, редко превышающей десятые доли миллиметра. Поэтому названная выше глубина закаленного слоя вполне удовлетворяет требованиям с точки зрения контактной прочности. При меньших глубинах возможно продавливание закаленного слоя под влиянием внешней нагрузки, что способствует росту контактных напряжений. Повышение твердости сердцевины изделия позволяет снизить глубину закаленного слоя. Оптимальные соотношения глубины закаленного слоя Хк и диаметра 2R с точки зрения усталостной прочности детали определяются в значительной мере распределение.м остаточных напряжений. Исследования показывают, что лучпшм соотношением является дск = (0,05-0,1)/?. Глава 4. ТЕРМИЧЕСКАЯ ОБРАБОТКА С ИСПОЛЬЗОВАНИЕМ СКВОЗНОГО ИНДУКЦИОННОГО НАГРЕВА 4.1. ОСОБЕННОСТИ СКВОЗНОГО ИНДУКЦИОННОГО НАГРЕВА При сквозном нагреве необходимо получить достаточно однородную структуру по всему сечению нагреваемого изделия, что возможно при минимальном перепаде температур между поверхностью и центром изделия (АО- Поскольку глубина проникновения тока сравнительно невелика, в особенности при нагреве до температуры ниже точки Кюри, решающее значение в получении минимального перепада .А/,,, приобретает теплопроводность материала изделия, вследствие чего скорость нагрева должна быть относительно небольшой. Следует, однако, иметь в виду, что по сравнению с нагревом в печах и ваннах сквозной индукционный нагрев протекает, как правило, в десятки л даже сотни раз быстрее. Следовательно, первым достоинством сквозного индукционного нагрева по сравнению с обычным печным является большая скорость нагрева, благодаря которой удается повысить качество обрабатываемого изделия. Довольно высокие скорости нагрева в области фазовых превращений, меньшее время пребывания изделия в интервале температур аустенитизации и отсутствие выдержки по достижении конечной температуры предотвращают рост зерна ауетенита при нагреве и приводят к тому, что на поверхности изделия возникает только тонкий слой окислов, легко счищаемый шлифовальной бумагой. Однако все это справедливо лишь в том . случае, перед сквозным индукционным нагревом изделие не имело I окалинЦу образующейся в результате предварительной горячей обра-> ботки. Ij-Jq j причинам при сквозном индукционном нагреве обезугле- рожива!) незначительно, в то время как при нагреве в печах оно всегда велико. озной индукционный нагрев может быть осуществлен тремя способами. .. поддержанием в процессе нагрева постоянного напряжения на индуyy.j.pg (обычный нагрев); 2) поддержанием в процессе нагрева nocTOflH\jjjj температуры на поверхности изделия (ускоренный нагрев); д) РА-дованием нагрева с паузами (ступенчатый нагрев). „ <нейшими параметрами сквозного нагрева является температурный rpajijjj. сечению, достигаемый по окончании нагрева, и время нагрева, а 3 условях индукционного нагрева время определяется допустимым ""Р атурным перепадом и зависит от частоты тока, поскольку частотой определ5,д..д глубина проникновения тока в холодный и горячий металл изделия I следовательно, степень участия теплопроводности в конечном распред температуры по сечению изделия. Совершенно очевидно, что чем массивнее изделие, тем больше роль теплопроводности в его прогреве, Ti.j,g меньше зависимость времени нагрева изделия от частоты тока. С тoч,цJJ зрения полноты протекания фазовых превращений наибольшее npaKTH4giQg значение имеет перепад между максимальной температурой наружнод поверхности изделия, достигаемой в момент прекращения нагрева, и максимальной температурой центра или внутренних слоев изделия, спустя некоторое время по окончании нагрева за счет "РР%ределения тепла внутри изделия: niil ~ пых umax- Р** нагреве с поддержанием постоянного напряжения на индукторе темпераТ,урд поверхности изделия нарастает постепенно (кривые / на 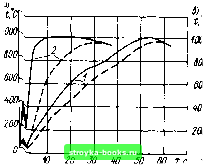
W го 30 ио so 60 г.с . 4.1. Изменение температуры во времени т в центре (---) Horv "°Р"°™ (-) изделия при различных способах сквоз- на индукционная нагрева: а - нагрев с постоянным напряжением (kpl "У*™Р (кривые /) и с постоянной температурой поверхности •У1вые 2); б - ступенчатый нагрев 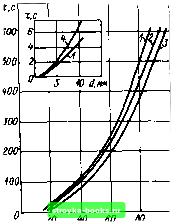 d.MM Рис. 4.2. Продолжительность т сквозного индукционного нагрева круглых изделий разного диаметра d (/„ = 900 °С; А( = 50°С) при различной частоте тока, кГц: / 70; 2 - 8; 3 - 2.5; 4 - 400 рис. 4.1, а), причем до температуры начала фазовых превращений нагрев всего изделия происходит с наибольшими скоростями, в интервале температур Ас\-/« нагрев максимально замедляется, а в интервале температур аустенитизации (от Aci до (птах) нэгрев происходит более медленно, чем на первом этапе, и с постепенным снижением скорости подъема температуры. Зависимости времени сквозного нагрева заготовок от их диаметра для различных частот тока приведены на рис. 4.2. Для достаточно массивных изделий обычный индукционный нагрев оказывается весьма длительным (исчисляется сотнями секунд). Поэтому был разработан способ ускоренного индукционного нагрева, характеризующийся тем, что на первом этапе поверхность изделия быстро нагревают до требуемой температуры путем передачи в изделие повышенной удельной мощности. Затем мощность резко снижают так, чтобы до конца нагрева температура поверхности сохранялась на заданном уровне. Создание значительного градиента температур по сечению изделия на первом этапе нагрева обеспечивает более быстрый подъем температуры во внутренних слоях. Благодаря этому допустимый градиент температуры по сечению изделия может быть достигнут за более короткое время - приблизительно вдвое меньшее по сравнению со способом . обычного индукционного нагрева (кривые 2 на рис. 4.1, а). Способ ускоренного индукционного нагрева неприемлем для изделий достаточно сложной конфигурации из сталей, обладающих низким коэффициентом объемного расширения и склонных к образованию трещин при быстром нагреве. Кроме того, передача значительных удельных мощностей в нагреваемое .изделие представляет большие трудности и не всегда возможна. - " Поскольку для ряда процессов термической обработки чрезвычайно важен бесперепадный или с минимально возможным перепадом (5- 10 °С) нагрев изделий, а ранее рассмотренные способы могут обеспечить такой нагрев только ценой существенного увеличения времени и, следовательно, ценой потери одного из важнейших преимуществ индукционного метода нагрева - быстроты процесса, был разработан способ ступенчатого индукционного нагрева (рис. 4.1,6). Суть способа заключается в том, что непрерывный индукционный нагрев изделия прерывается паузами (число и длительность пауз определяется требованиями конечного температурного градиента), во время ко- [0] [1] [2] [3] [4] [5] [ 6 ] [7] [8] [9] [10] [11] [12] [13] [14] 0.0015 |