
|
|
|
Главная Применение термической обработки [0] [1] [2] [3] [4] [5] [6] [7] [ 8 ] [9] [10] [11] [12] [13] [14] Лле превращения она, как правило, выше f "р. Последняя величина зависят от содержания углерода и легирующих элементов, возрастая с их уменьшением. Например, для стали 25 она близка к 600-650 °С/с, а для стали 45-к 300 °С/с. Подобные скорости теплоотвода при душевом методе охлаждения достигаются в центре пластин толщиной 5 и 8 мм соответственно. При других методах охлаждения такие скорости в центре пластин указанных размеров получить невозможно. Приведенные в табл. 4.1 результаты механических испытаний пластин из стали 25 и 45 показывают, что при правильном выборе условий Таблица 4.1. Механические свойства пластин из стали 25 и 45 после закалки и низкого отпуска с применением индукционного нагрева и интенсивного охлаждения
нагрева, охлаждения и размеров изделия можно получить упрочнение стали, не уступающее термомеханическому упрочнению. Чем меньше углерода в стали, чем менее она легирована, тем большее значение приобретают условия охлаждения для получения оптимального упрочнения, тем меньше размеры изделий, обеспечивающие его достижение. Если размер изделия превышает критический для данной стали, максимально возможное упрочнение не достигается [9]. В табл. 4.2 приведены критические скорости охлаждения в верхнем и нижнем температурных интервалах превращения, а также критические Таблица 4.2. Критические скорости охлаждения и критические размеры образцов из разных марок стали при индукционной закалке
диаметры образцов, закаленных интенсивным водяным душем насквозь на мартенсит (Омарт) и до полумартенеитной твердости (Озак) для пяти марок углеродистой стали (среднего химического состава.).Таблица показывает, что применение индукционного иагрева и интенсивного душевого охлаждения позволяет получить значительную прокаливаемость даже в таких обычно некалящихся сталях, как стали 20 и 25. А в стали 45 прокаливаемость при этом возрастает более чем на 30 % по сравнению с прокаливаемостью, получаемой при охлаждении погружением в воду. 15 &,т 12 16 f,m Рис. 4.5. Глубина закаленных слоев в зависимости от толщины б охлаждаемых водяным душем пластин из стали разных марок; о - глубина мартенситного слоя (6„арт); б - глубина слоя, закаленного до полумартенеитной твердости (бзак); / - сталь 20; 2 - сталь 25; 3 - сталь 35; 4 - сталь 45 Из рис. 4.5 видно, что увеличение размера изделия сверх критического для любой данной марки стали приводит к резкому снижению глубины прокаливаемости, и тем более резкому, чем больше углерода в стали. Правда, в дальнейшем снижение глубины прокаливаемости постепенно замедляется, ио в исследовавшемся диапазоне толщин изделий проявляется все же вполне отчетливо. Как уже отмечалось, увеличение прокаливаемости стали в результате применения индукционного нагрева н душевого охлаждения обусловлено увеличением скоростей теплоотвода как с поверхности, так и из внутренних слоев закаливаемого изделия. Из рис. 4.6 видно, что в изделиях любой формы ускорение охлаждения за счет применения душевого метода резко возрастает, и тем сильнее, чем меньше размер изделия, но даже для изделий сравнительно больших размеров (D = 40 мм; б = Ю мм) -оно может составлять 100-120 %. Однако было бы неверно утверждать, что интенсификация охлаждения при закалке душем после индукционного нагрева связана только if: особенностями способа охлаждения. В настоящее время доказано, что свою лепту вносит и метод нагрева. В условиях скоростного индукционного нагрева, когда поверхность изделия находится в области высоких температур в сотни раз меньшее время, чем при печном нагреве, на ней образуется и существенно более тонкая окисная пленка. Благодаря этому удается ускорить охлаждение на 25-35 %. Эффект ускорения охлаждения наблюдается до скоростей нагрева в области температур аустенитизации (от Ас\ до /мах), не превышающих 5 °С/с. Дальнейшее ускорение нагрева не приводит к ускорению охлаждения, что объясняется влиянием естественно получающейся паузы между концом нагрева и началом охлаждения, во время которой происходит окисление поверхности, не позволяющее повысить скорость последующего охлаждения изделия. %,С/С воог 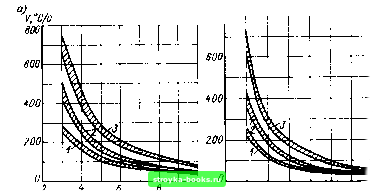 Рис. 4.6. Влияние размеров закаливаемых изделий на скорость охлаждения v различными средствами их центров в интервале температур перлитного превращения (700-500 °С), о - стальные пластины толщиной 6; б - стальные цилиндры диаметром D; / - водяная ванна, а,., = 4-10 Вт/(м-С); 2 - ванна 5 %-ного водного раствора NaOH а„, = 9-10 Вт/(м-°С); 3 - водяной душ, а,..= = 12-10 Вт/(м.°С) Душ по сравнению с водяной ванной обеспечивает более равномерное охлаждение поверхности в целом, т. е. повышает макроравномерность охлаждения. Однако при этом нередко наблюдается некоторое различие в охлаждении участков поверхности, непосредственно контактирующих со струями воды и между ними (выявляется микронеравномерность охлаждения). Из сказанного следует, что важнейшими факторами, влияющими на равномерность охлаждения душем и образование закалочных трещин, являются расход охлаждающей жидкости и относительная площадь отверстий в спрейере. 4.4. отпуск. улучшение Получаемая в результате закалки структура стали обладает высокой прочностью и низкой пластичностью и вязкостью. Вследствие этого детали с такой структурой имеют низкую работоспособность. Поскольку стальные изделия, подвергнутые закалке интенсивным душем, после сквозного индукционного нагрева приобретают наибольшую прочность и твердость, повышение в них пластичности и вязкости особенно важно: Поэтому все закаленные изделия подвергают отпуску - процессу нагрева закаленной стали, сопровождающемуся изменением ее структуры и уменьг шением свободной энергии, в результате чего прочность стали снижается, а пластичность и вязкость возрастают. Чем выше температура нагрева под отпуск, тем энергичце идет процесс разупрочнения стали. Очевидно, что подавление отпуска мартенсита в период его образования должно определенным образом сказываться на процессе разупроч- нения стали при отпуске. До температур отпуска, не превышающих температуры начала мартенситного превращения в стали, слои изделия, закаленного интенсивным душем после индукционного нагрева с образованием неотпущенного мартенсита, должны обладать повышенной твердостью и прочностью по сравнению со слоями, содержащими отпущенный в ходе закалки мартенсит. Из рис. 4.7 видно, что при отпуске на уровне 200-300 °С сохраняются различия в свойствах зон с отпущенным при закалке и неотпущенным мартенситом, отпуск при более высоких температурах (до 600-700 °С) это различие устраняет. Таким образом, можно считать, что изделия, закаленные интенсивным душем после индукционного нагрева и подвергнутые низкому отпуску (до 300 °С), обладают большей прочностью при том же уровне пластичности и вязкости, чем изделия, закаленные другими способами. Наиболее отчетливо это проявляется в изделиях с размерами, не превышающими б„арт (£>„арт), в меньшей мере, но все же вполне ощутимо - в изделиях с размерами, не превышающими бзак (£*зак). С увеличением размера изделия сверх бзак (£*зак) эта разница быстро исчезает. Чаще всего сквозной индукционный нагрев используют для среднего и высокого отпуска, однако в некоторых случаях при термической обработке тонкостенных или малого диаметра изделий этот вид нагрева можно применять и для низкого отпуска. Температура всех способов отпуска не превышает точки Ас\, а значит, и температуры точки Кюри. Вследствие незначительной глубины проникновения тока любой частоты при этих температурах режим сквозного индукционного нагрева под отпуск определяется главным образом тепло- Рис. 4.7. Распределение твердости по сечению пластин различной толщины 26 из стали 45 после закалки и отпуска при 200 "С (/) и 300 °С ( ): / - 26 = 6мм;2 - 26 = 8мм; 3 - 26=10 мм; -/ - 26 = = 12 мм
Рнс. 4.8. Продолжительность сквозного индукционного нагрева т под отпуск стальных изделий разного диаметра D ((нагр =650 °С; А/ = 50С; /=2500 Гц) 25 В.т проводностью стали и осуществляется со скоростями, заметно меньшими скоростей нагрева под закалку. Из рис. 4.8 видно, что продолжительность сквозного индукционного нагрева до 650 °С (при д/ = 50°С) током частотой f = 500-г 10 ООО Гц значительно больше продолжительности нагрева под закалку (см. рис. 4.2). Вследствие температурно-временных особенностей нагрева под отпуск метод ускоренного индукционного нагрева не является в данном случае предпочтительным, наиболее подходит для целей отпуска метод ступенчатого нагрева. Отпуск закаленной стали протекает в несколько стадий: распад мартенсита с выделением мельчайших частичек карбида железа, имеющих простую ориентационную связь с решеткой мартенсита и не имеющих своих поверхностей раздела, т. е. когерентно связанных с исходной фазой; распад остаточного аустенита в тех сталях, где он сохраняется после закалки; завершение распада мартенсита с образованием ферритокарбид-ной смеси и снятие фазового наклепа; коагуляция карбидных частиц. Все эти стадии отпуска - диффузионные процессы, поэтому любое ускорение нагрева смещает их завершение в область более высоких температур и существенно сказывается на кинетике процессов. Ввиду того что сквозному индукционному нагреву под отпуск обычно подвергают достаточно массивные изделия, скорость их нагрева определяется допустимым перепадом температур по сечению. Поскольку скорость нагрева внутреиних слоев изделия за счет теплопроводности отличается от скорости нагрева его наружных слоев непосредственно током высокой частоты, протекание превращений в них различается как по температуре, так и по времени. Поэтому допустимо предполагать, что даже при достаточно больших перепадах температур по сечению изделия можно создать благоприятное распределение свойств по сечению изделия в целом, т. е. достичь приемлемой однородности свойств при разнородной структуре. Практика подтвердила это. Однако ускорение нагрева (увеличение д/) оказалось возможным лишь до некоторого предела, определяемого составом стали, формой и размерами изделия. Можно считать, что для высокого отпуска величина д/ не должна превышать 70 °С. При больших значениях д/ наблюдается заметное снижение пластичности и вязкости всего изделия в целом и неудовлетворительное распределение свойств по сеченику На рис. 4.9 показаны механические свойства труб с толщиной стенки 7,5 мм из стали марки 25 среднего химического состава, закаленных во- Рис. 4.9. Зависимость механических свойств труб диаметром 168 мм с толщиной стенки 7,5 мм из стали 25, закаленных водяным душем [а,„ = 6-10 Вт/(м-°С) после индукционного нагрева до 900 "С, от температуры индукционного отпуска t„n МПа % 800- 800- 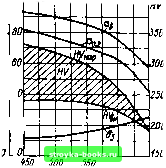 ZOO- 20 BOO tar„:C дяным душем после индукционного нагрева (скорость нагрева под закалку Уф = 30°С/с) и прошедших индукционный нагрев под отпуск на различные температуры /от со скоростью foTn= 10 °С/с. Видно, что труба из стали 25 после индукционного отпуска на 450 "С обладает прочностью Ов > 900 МПа при пластичности 65 > 12 %, недостижимой ни при каких иных способах термической обработки. Даже отпуск на 550-600 °С обеспечивает сохранение столь значительного упрочнения стенки трубы при достаточно высокой пластичности, что трубы из этой стали могут надежно заменить в нефтяной промышленности, например, трубы из ереднеуглеродистой легированной стали (45Г, 36Г2С). Несомненно, что в получении исключительно удачного сочетания прочности с пластичностью и вязкостью стальных изделий помимо скоростного индукционного нагрева под закалку и интенсивного и равномерного душевого охлаждения, немаловажную роль играет ускоренный индукционный нагрев под отпуск, благодаря которому изменяются температурные границы отдельных стадий отпуска, полнота их протекания и в конечном итоге эффект их воздействия на структуру и свойства изделий. Поскольку сквозной индукционный нагрев под отпуск протекает много быстрее обычного печного нагрева, интервал отпускной хрупкости, свойственный ряду сталей, смещается в область более высоких температур. Кроме того, скоростной индукционный нагрев под отпуск заметно ослабляет эффект отпускной хрупкости, что связано с подавлением процессов выделения карбидов и других твердых фаз по границам ферритной матрицы. Нужно также помнить, что, применив ускоренное охлаждение после такого отпуска, можно полностью исключить проявление отпускной хрупкости. Закалка с высоким отпуском в практике термической обработки получила название улучшения. Индукционное улучшение, заключающееся в использовании скоростного индукционного нагрева под закалку и отпуск и интенсивного душевого охлаждения, обеспечивает максимальное упрочнение изделий при высокой пластичности и вязкости и может быть признано наиболее целесообразным видом термической обработки. Индукционное улучшение труб из стали 25 и 45 (рис. 4.10) с различными толщинами стенок показывает, что при толщиие стенки трубы, не превышающей значения б„арт (б„арг = 3,8-4,0 мм для стали 25; б„арт = = 6,0-4-6,5 мм для стали 45) обеспечивается наибольшее упрочнение. В диапазоне толщин, при которых доля структур неполной закалки увели- [0] [1] [2] [3] [4] [5] [6] [7] [ 8 ] [9] [10] [11] [12] [13] [14] 0.0015 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||