
|
|
|
Главная Нормальная работа рэа [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [ 44 ] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] [55] [56] [57] [58] [59] [60] стабильность сопротивления подгонки. Продукты разрушения в зоне реза могут образовывать нестабильные шунди-рующие токопроводящие мостики. На периферии реза возможно появление значительных температурных напряжений, достаточных для возникновения микротрещин. Повысить качество реза можно путем нанесения на резистивную пленку покрытий, поглощающих продукты взаимодействия лазерного излучения с резистивной пленки, например, фенилполи-сиксан, диспергированный в ЗЮг, который после подгонки удаляется. Чтобы предотвратить растрескивание резистивной пленки и поверхности подложек, что связано с резким нагревом и охлаждением обрабатываемых участков, при лазерной подгонке подложки следует предварительно нагревать. В процессе подгонки лазерный луч можно направлять на подложку с помощью волоконного световода, а диаметр воздействующего луча регулировать посредством перемещения подложки вдоль оптической оси. Поглощение энергии лазерного излучения поверхностью резистивной пленки увеличивают путем покрытия ее лаком с добавлением пигмента (например на основе сульфата бария). Тонкопленочный резистор можно также подогнать, обрабатывая лазерным лучем через обратную сторону полированной подложки, прозрачной для лазерного излучения. Это предотвращает осаждение испаряемого материала вблизи обрабатываемой резистивной пленки ПР. При электронно-лучевой подгонке под воздействием энергии электронного луча с удельной мощностью ЮВт/см происходит частичное испарение резистивной пленки и увеличение сопротивления резисторов. Если тонкие пленки облучать потоком электронов, мощность которого недостаточна для испарения, они кристаллизуются. Этот процесс протекает в твердой фазе и практически мгновенно. Степень изменения электрических характеристик ТПР зависит от материала и толщины пленок. Подгонка осуществляется в несколько этапов. По мере приближения значения сопротивления резистора к заданному значению длина прорезаемых лучом полосок уменьшается, что соответствует снижению скорости подгонки. В случае больших отклонений сопротивления резистора или при больших его номиналах контактные площадки располагаются не на противоположных концах резистивного слоя, а на одном. При подгонке такой резистор сначала разрезают вдоль таким образом, чтобы образовалась полоска, которая проходила бымежду контактными площадками и делила резистор на две части, соединенные узкой перемычкой. Затем на одной из частей попеременно с каждого ее края выполняют поперечные резы, образующие встречно-штыревую структуру, и таким образом осуществляют подгонку. Удалять резистивный слой можно также посредством коротких рисок, расположенных в шахматном порядке. В этом случае контактные площадки в виде двух полосок располагаются по двум сторонам прямоугольного ПР. После подгонки ПР впуск воздуха в установку электронной подгонки приводит к скачкообразному изменению сопротивления. Поэтому перед выпуском воздуха резисторы подвергаются отжигу. Электронно-лучевой метод подгонки при ширине реза 10... 50 мкм обеспечивает точность подгонки ±(0,1...5)%. Подгонку тонкопленочных резисторов рекомендуется проводить на высоких скоростях в непрерывном режиме, толстопленочных - в импульсном. При подгонке емкости пленочных конденсаторов изменяют площадь пленочного конденсатора путем отсоединения (отрезанием, испарением, выжиганием) части обкладки либо присоединения к основному пленочному конденсатору (ПК) дополнительных секций. Линии разрезания часто выносят за площадь перекрытия обкладок. •Части верхней обкладки тонкопленочного конденсатора (ТПК) удаляют при помощи лазерной обработки, при которой отделяется часть ТПК, выведенная на свободное поле подложки тонкопленочных секций нижних обкладок. Для отделения части ТПК также применяют обработку элекгронным лучом. Однако при этом незначительные колебания плотности электронного потока вызывают интенсивный нагрев также и подложки. Отдельные дополнительные секции можно отсоединить анодным окислением соединительного проводника. Локальное анодирование одной из обкладок ТПК проводят также через окно в специально накладываемом электроде, что приводит к уменьшению площади перекрытия. 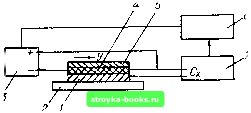 Рис. 7.3. Схема способа подгонки ТПК путем сухого анодирования участка верхней обю1адки: / - нижняя обкладка ТПК, 2 - подложка, 3 - источник тока анодирования, 4 - диэлектрик ТПК, 5 - верхняя обкладка ТПК, 6 - устройство уаравлеиия, 7 - устройство измерения емкости ТПК Емкость ТПК можно подгонять путем окисления материала верхней обкладки за счет ее нагрева при атмосферном давлении посредством пропускания электрического тока (рис. 7.3). Удовлетворительной скорости окисления достигают при температуре 350...500 К- Снизить ее можно путем обдува поверхности струей горячей кислородсодержащей смеси. Площадь ПК уменьшают путем локального анодирования пленки верхней обкладки. Для подгонки ПК применяют электроискровую обработку между верхней обкладкой, соединенной электрически с нижней, и остроконечным электродом, перемещающимся на некотором расстоянии от поверхности верхней обкладки. Параллельно ей приложено напряжение, достаточное для развития искрового разряда. Подгонку ТПК, входящего в состав тонкопленочной /?С-цепи (рис. 7.4), осуществляют за счет перемещения верхней обкладки ТПК. 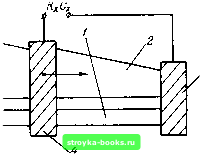 г Рис. 7.4. Конструкция тонкопленочной /?С-цепи, допускающей подгонку емкости ТПК и сопротивления ТПР: / - тонкопленочный резистор, 2 - клиновидная нижняя обкладка ТПК. 3 - общий вывод ГПР и нижней обкладки ТПК, 4 - перемещающийся вывод (верхняя обкладка ТПК) При подгонке ТПК используют способность ряда металлов образовывать амальгамы с ртутью, В конструкции ТПК из амальгамирующего металла между основным ПК и соединяемой секцией должны быть обкладки или соединительный проводник. Для компенсации происшедшего изменения емкости, т. е. подгонки в сторону увеличения значения, на обработанную структуру допыляют диэлектрик с диэлектрической постоянной, превышающей ее значение для основного диэлектрика, и металл, соединяемый в процессе напыления с верхней обкладки ТПК (рис. 7.5). При подгонке электрическими пробоями разгерметизация структуры ТПК исключается, если для пробоев используют дополнительную диэлектрическую пленку, нанесенную на поверхность верхней обкладки ТПК- Используя накладной металлический электрод и прикладывая напряжение подгон- [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [ 44 ] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] [55] [56] [57] [58] [59] [60] 0.0009 |