
|
|
|
Главная Производство кабелей [0] [ 1 ] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] 1.2. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ КАБЕЛЬНЫХ ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ ПЛАСТМАСС И РЕЗИН. ОСОБЕННОСТИ КОНСТРУКЦИЙ ТОКО- ПРОВОДЯЩИХ ЖИЛ Основными конструктивными элементами всех типов кабелей, проводов и шнуров, в том числе с применением пластмасс и резин, являются токопроводящие жилы, изоляции, экраны, оболочки, наружные покровы. Токопроводящие жилы предназначены для прохождения электрического тока и выполняются, как правило, из меди или алюминия. Для токо-проводящих жил применяется также медная луженая, медная посеребренная и медная никелированная проволока. Изоляция представляет собой слой диэлектрика (пластмассы, резины, пропитанной бумаги и т. д.), наложенный на токопроводящую жилу. Экран-это электропроводящий, в том числе металлический цилиндрический слой вокруг токопроводящей или изолированной жилы, группы жил, сердечника кабеля. Экраны выполняют в виде разделительного слоя различной конфигурации. Оболочка кабельных изделий может быть изготовлена как из металлов, так и из электроизоляционных материалов, она представляет собой, как правило, трубку, расположенную поверх сердечника и предназначенную для защиты его от влаги и других внешних воздействий. Поверх оболочки накладывают защитный покров - элемент кабельного изделия, обеспечивающий дополнительную защиту от внешних воздействий. В состав защитного покрова может входить металлическая броня, предназначенная для защиты от механических воздействий при прокладке и частично при эксплуатации, а в некоторых случаях для восприятия растягивающих усилий. Защитный покров выполняют также в виде шланга из пластмассы или резины. Отдельные типы кабелей, проводов и шнуров могут не иметь оболочки, экранов и наружных покровов. Так как технология наложения пластмассовой и резиновой изоляции и оболочек будет подробно рассматриваться ниже, а технология наложения экранов и защитных покровов практически одинакова для всех типов кабелей и проводов, то в настоящей главе целесообразно рассмотреть характерные особенности производства токопроводящих жил для кабелей и проводов с применением пластмасс и резин. Прежде всего, следует отметить, что медные и алюминиевые токопроводящие жилы, предназначенные для кабелей и проводов стационарной прокладки, подразделяются на классы 1 и 2, а для кабелей, проводов и шнуров нестационарной прокладки и стационарной прокладки, требующей повышенной гибкости при монтаже,- на классы 3-6. Чем выше класс токопроводящей жилы, тем выше ее гибкость. Таблица 1.1. Кратвость шагов скрутки расчетным диаметрам новива или стренги
При производстве многопроволочных токопроводящих жил используют как правильную, так и пучковую скрутку проволок. При правильной системе скрутки поверх одной или нескольких центральных проволок, скрученных вместе, накладывают один или несколько коаксиальных повивов проволок, причем каждый последующий повив накладывают, как правило, в направлении, противоположном предьщущему. Линии, соединяющие центры проволок каждого повива, образуют правильный выпуклый многоугольник. Жила пучковой скрутки представляет собой многопроволочную жилу, все проволоки которой скручиваются вместе в одну сторону. В состав токопроводящей жилы, скрученной с использованием как правильной, так и пучковой скрутки, могут входить стренги - элементы жилы, сами скрученные из нескольких проволок. Количество проволок, из которых состоит токопроводящая жила, с повышением класса жилы увеличивается, для медной жилы сечением 35 мм: Класс 1 - 2 3 4 5 6 Количество проволотг и их диаметр, 1x6,6 7x2,52 19x1,53 98x0,67 267x0,4 1107x0,2 Кратность шагов скрутки повивов жилы и проволок в стренгу расчетным диаметрам соответствующего повива или стренги должна соответствовать указанной в табл. 1.1. Кратность шагов скрутки одноповивных жил и жил пучковой скрутки должна соответствовать кратности шагов скрутки наружного повива односторонней скрутки. В конструкциях кабельных изде;шй с пластмассовой и резиновой изоляцией используются жилы всех классов, но. в большей степени характерно применение токопроводящих жил повышенных кггассов, особенно при резиновой изоляции. Производство токопроводящих жил повышенных классов имеет высокую трудоемкость, так как волочение более тонких проволок, их отжиг и скрутка требуют больших трудовых затрат. Вместе с тем при использовании более гибких жил, как правило, повышается надежность эксплуатации кабельного изделия. Поэтому правильный выбор класса токопроводящей жилы требует проведения обоснованного технико-экономического расчета. Следует отметить, что для некоторых типов кабелей специального назначения (например, судовые герметизированные кабели, кабели сигнализации и блокировки, геофизические кабели и т. д.) применяются токопроводящие жилы, конструкции которых отличаются от приведенных выше. 1.3. ОБОРУДОВАНИЕ ДЛЯ СКРУТКИ ТОКОПРОВОДЯЩИХ ЖИЛ Для скрутки токопроводящих жил кабелей и проводов, в том числе с применением пластмасс и резин, используют крутильные машины различных типов. В зависимости от того, какой узел машины вращается, их можно разделить на четыре типа [3]: с крутильно-отдающим устройством; с крутильно-приемным устройством; с рамкой, вращающейся вокруг отдающего устройства; с рамкой, вращающейся вокруг приемного устройства. В машинах с крутильно-отдающим устройством крутильное устройство совмещено непосредственно с отдающим, несущим массу всех отдающих катушек для скручиваемых в токопроводящую жилу проволок. В машинах с крутиль-но-приемным устройством крутильное устройство соединено соответственно с приемным. В машинах с вращающимися рамками масса отдающих или приемных катушек неподвижна, а вращается лишь рамка, в результате чего скручивается тот участок скручиваемой жилы, который в данный момент времени находится в пределах контура рамки [4]. Скрутка 7-19-проволочных жил сечением 0,05-4 мм производится на сигарных машинах с отдающими катушками диаметром 100, 160, 200 и 400 мм й на рамочных машинах с приемными катушками диаметром 160, 200, 400, 500 и 630 мм. По существу, сигарные машины также относятся к машинам рамочного типа: они представляют собой машины одинарной скрутки с узкой длинной обтекаемой формы рамкой, вращающейся вокруг отдающего устройства. Схема такой мапганы показана на рис. 1.1. Вращающаяся рамка, обычно называемая ротором, на концах имеет конусы, придающие машине сигарообразную форму. Так как крутильный ротор большой длины практически невозможно отбалансировать, то его выполняют из нескольких «7v Рис. 1.1. Схема крутильной машины сигарного типа: /-скручиваемая проволока; 2-отдающая катушка; i - крутильная рамка; - приводная шестерня; J - распределительная розетка; б-калибр; 7 - направляющие ролики; % - тяговое устройство; 9-приемное устройство; 10-опорные ролики коротких секций, сочлененных между собой. Это позволяет достигать на сигарных машинах с малым диаметром отдающих катушек частоты вращения 2000-3000 об/мин. Уменьшение трения обеспечивается применением опорных роликов с бандажами из пластмассы или использованием вращающихся кольцевых шарикоподшипников. В сигарных машинах для снижения шума в ряде случаев используют ротор на воздушной подушке: ротор охватывается в нескольких местах по длине манжетами, в которые из отверстий, расположенных по окружности ротора, подается под давлением 0,7 МПа сжатый воздух, образующий воздушную подушку. При снижении давления воздуха ниже рабочего уровня машина автоматически останавливается. По длине ротора распределены поперечно расположенные крестовины, в центре которых находятся подшипники для люлек с отдающими катушками. Так как центр тяжести люлек с отдающими катушками расположен ниже геометрической оси ротора, то при его вращении отдающие катушки остаются неподвижными в пространстве и, слегка покачиваясь, вращаются только вокруг своей оси, отдавая скручиваемую проволоку. В машинах собственно рамочного типа в отличие от сигарных машин рамка состоит из нескольких жестко связанных между собой стержней. При скрутке токопроводящих жил малых сечений, например из проволоки диаметром 0,05 мм, частота вращения рамки достигает 3250 об/мин. Схема рамочных машин для одинарной скрутки с откруткой и двойной скрутки без открутки показана на рис. 1.2. В машинах одинарной скрутки рамка вращается только вокруг приемного устройства, двойной скрутки - вокруг как приемного, так и отдающего устройств. Поэтому в машинах двойной скрутки пучок проволок, сходящих с отдающих катушек, совершит два поворота: перед выходом на рамку и при сходе с нее. Следовательно, за один оборот рамки осуществляется двойная скрутка цучка проволоки и, если 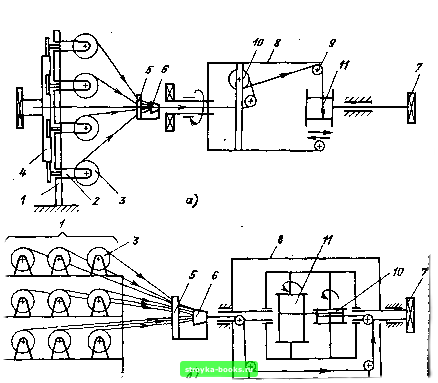 л Рис. 1.2. Схемы рамочных машин одинарной скрутки с откруткой {а) и двойной скрутки без открутки (б): /-отдающее устройство; 2-люлька для отдающей катушки; 5 -отдающая катушка с проволокой; 4-приспособление для открутки; 5 - распределительная розетка; 6 - калибр; 7-приводная шестерня; S - крутильная рамка; 9-направляющие ролики: 10 - тяговое устройство; 11-приемное устройство частота вращения рамки составляет 3250 об/мин, количество скруток равно 6500 в минуту. Известны машины четверной скрутки, когда навстречу друг другу вращаются две рамки, а пучок проволок, проходящих: по ним, претерпевает четыре перегиба. В этом случае за один проход жила подвергается четырехкратной скрутке и ко;шчество скруток в минуту может достичь 8000. Семипроволочные токопроводящие жилы сечением 10- 70 мм и семистренговые жилы сечением 6-25 iMM скручивают на сигарных машинах с отдающими катушками диаметром 400, 500 и 630 мм. Частота вращения ротора в зависимости от типа машин составляет от 100 до 1400 об/мин. В этих сигарных машинах использован бесступенчатый привод. 19-проволочные жилы сечением 25 -150 мм и 19-стренговые жилы сечением 120-400 мм можно скручивать на сигарных машинах в два прохода: сначала на машинах с 7 отдающими 12 катушками, а затем на машинах с 12 отдающими катушками Проволока или стренги, сходящие с этих 12 катушек, образуют второй повив токопроводящей жилы. Сигарные машины с 7 и 12 отдающими катушками можно устанавливать последовательно, в таидем Для скрутки 19-проволочныл жил можно использовать клетьевые крутильные машины, как щ,. числом отдающих катушек в клетях 6 и 12. Принципиа..-, схема клетьевой крутильной машины показана на рис. 1.3. Крутильная клеть состоит из нескольких параллельных металлических колец или дисков, жестко закрепленных на полом валу, расположенном в их центре. Между этими кольцами или дисками на подшипниках установлены люльки для отдающих катушек, а все катушки снабжены тормозными устройствами в целях создания необходимого натяжения каждой скручиваемой проволоки. Клетьевые крутильные машины позволяют осуществлять скрутку с откруткой. Для этого используются механизмы открутки (кривошипно-эксцентрико-вый или планетарный), позволяющие за каждый оборот крутильной клети поворачивать отдающие катушки также на один оборот вокруг оси, параллельной оси клети, но в направлении, противоположном направлению вращения клети. Частота вращения крутильных клетей составляет 36-250 об/мин, т. е. производительность клетьевых крутильных машин при изготовлении жилы одного и того же сечения в 2,5-3 раза
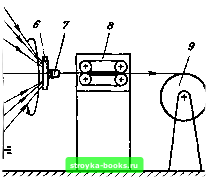 1*ис. 1.3. Схема клетьевой крутильной машины; I крутильная клеть; 2-опорный подшипник; 3-: люлька для отдающей катушки; отдающая катушка; S-приводная ш.естерня; 6 - распределительная розетка; 7- калибр; 8-тяговое устройство; 9--приемное устройство; 10-устройство для открутки люлек с катушками [0] [ 1 ] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] 0.0014 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||