
|
|
|
Главная Производство кабелей [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [ 21 ] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50]  Рис. 5.3. Эпюры распределения скоростей в формующем канале: а-плотное наложение; 6-трубка; в-пруток На рис. 5.3 приведены эпюры распределения скоростей потока расплава в формующих каналах различных типов. Следует обратить внимание на одно важное следствие распределения скоростей по сечению потока при экструдирова-нии изоляции кабеля. После выхода из матрицы тормозящее влияние стенок канала прекращается, а на некотором удалении от выхода из матрицы все слои полимера начинают двигаться с одной и той же скоростью (скоростью отвода). Если сопоставить Иов со скоростями полимера в матрице для изготовления прутка, то станет ясно, что Т. е. слои, находящиеся у стенки формующего канала, будут «отставать», растягиваться (ориентироваться) и оказывать тормозящее воздействие на выход прутка. В то же время слои, находящиеся ближе к центру канала, будут «опережать» отвод прутка, стремясь ускорить его выход из матрицы, а их движение будет тормозиться прутком, выщедщим из матрицы. В результате лищний материал будет перетекать к периферии, усиливая разбухание экструдата. При наличии в центре формующего канала жилы и отсутствии проскальзывания скорость отвода будет задаваться скоростью жилы, поэтому гл, = и = готв>1л>«,-В результате слои, находящиеся на некотором удалении от жилы будут «отставать», растягиваться, что приведет к уменьшению сечения изоляции по сравнению с сечением формующего канала, т. е. будет происходить как бы самовытягивание, самоориентация полимера. Рассмотренная схема подтверждается экспериментально (рис. 5.4). При отсутствии торможения и принудительного отвода жилы в условиях эксперимента обнаружено снижение диаметра по изоляции, которое составило 11-16% при L/Z) = 2h-2,5 и 18-22% при L/Z)=1015, что соответствует 20-35% вытяжки по сечениЮ «Самовытяжка» возрастает с увеличением длины формуюше" части матрицы, угла входа в формуюгцую часть матрияы-а также температуры расплава, и несколько уменьшается 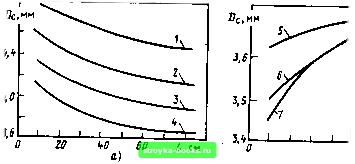 10 я,мии- рис. 5.4. Влияние технологических факторов на самопроизвольный диаметр D. дПЭНП; температура расплава Г;=180°С, частота вращения червяка и= 15 об/мин; яяаметр матрицы 0„, мм: 1 - 5,8; 2-5,4; 3-5,0; 4-4,6 (L-длина матрицы); б-ПЭНП; /)„ = 4,6мм; /. = 75 мм; Г, С: 5-180; й-220; 7-200 С увеличением производительности и расстояния от дорна до входа в формующую часть матрицы. При разработке технологии переработки следует учитывать такие реологические свойства, как эластическую турбулентность (неустойчивое течение), эластическое восстановление (разбухание) расплава, способность к вытяжке и др. Неустойчивое течение расплава наблюдают при высоких скоростях экструзии; сначала появляется матовость поверхности, затем с увеличением скорости поверхность экструдата становится более шероховатой (при этом говорят о возникновении дефекта типа «кожуры апельсина») или экструдат принимает винтообразную форму. Дальнейшее увеличение скорости приводит к появлению периодических дефектов типа «поверхность бамбука», и, наконец, расплав распадается на части и появляются нарушения сплошности покрытия. Режимы, при которых наблюдается начало искажения расплава, называют критическими. Они характеризуются двумя факторами: т„р и у,р. Считается, что эти два фактора приводят к возникновению неустойчивого течения. Влияние первого сказывается в том, что при высоких скоростях и малых сечениях канала максимальное напряжение сдвига у поверхности матрицы настолько возрастает, что происходит разрыв потока и местное проскальзывание расплава- в этот момент снижается напряжение сдвига. Затем *новь происходит сцепление расплава, и процесс повторяется, То приводит к наблюдаемым дефектам. Вторым фактором, вызывающим неустойчивость течения, "Вляется значительная эластическая деформация в местах УЖения сечения потока, которая возрастает с увеличением входа. Критические режимы течения особенно важно "Чтывать как при изолировании на высоких скоростях 312S 129 проводов малых размеров, так и при переработке материале., имеющих низкие значения ур (некоторые фторполимер и высоконаполненные пластмассы). Для предотвращения неустойчивого течения использую несколько способов. Во-первых, можно повысить температур расплава, что снизит вязкость и напряжение сдвига, i; таг- сократит время релаксации. Во-вторых, следует применять матрицы с малым углом входа (при уменьщении угла входа от 90 до 20° критическая скорость сдвига увеличивается в 3-j раз) или с конической формующей частью с конусностью 3-6°. При применении таких матриц для изготовления полиэтиленовой изоляции жил городских телефонных кабелей получают приемлемое качество при скоростях сдвига порядка 10-10 с~. И наконец, третьим способом является применение наложения изоляции методом трубки, когда площадь поперечного сечения между дорном и матрицей существенно выше, чем у изоляции; в этом случае расплав пр1,-ходит через формующий инструмент с небольшой скоростью, а окончательное формование происходит при вытяжке трубки, образованной расплавом. О явлении эластического восстановления, приводящем к разбуханию экструдата, уже упоминалось ранее. Причиной разбухания является накопление упругих деформаций как на входе в формующую часть матрицы, так и при ориентации макромолекул в самой формующей части; в результате возникают нормальные напряжения, приводящие к разбуханию. В чистом виде это явление можно обнаружить, если экструдат выходит из инструмента самопроизвольно, т. е. не тормозится и не отводится принудительно, поскольку в реальных условиях экструзии он может нивелироваться благодаря вытяжке. Тем не менее эластическое восстановление необходимо учитывать при проектировании формующего инструмента. При прохождении расплава по формующему каналу происходят два конкурирующих процесса, определяющих разбухание. , во-первых, ориентация макромолекул и накопление нормальных напряжений и, во-вторых, релаксация накопленных напряжений из-за теплового движения. Итог этих двух процессов и пред-, определяет разбухание. Многочисленными экспериментами установлено, что зависимость разбухания от скорости сдвига проходит через максимум, значение которого с ростом температуры увеличиваете* а максимальное разбухание сдвигается в область больше* скоростей сдвига. Поэтому в области относительно низки скоростей с ростом температуры разбухание уменьшаете* а при высоких, наоборот, увеличивается. Поскольку 0 увеличении длины формующей части возрастает время Д"* протекания релаксационных процессов, то при этом наблюД* >Я етс снижение разбухания. Если экструдат после выхода из Формующего инструмента быстро охладить, т. е. не дать возможности разбуханию реализоваться, то тем самым в нем останутся замороженные внутренние напряжения, которые проявятся при последующей эксплуатации в виде искажения первоначальной формы, усадки и т. п. При этом чем выше температура, тем больше искажения и тем быстрее они реализуются; полностью эластическое восстановление в этом учае проявится при нагревании экструдата выше температуры плавления. рассмотрим на примерах, как следует учитывать эластическое восстановление при конструировании формующего инструмента. При экструзии изделий круглого сечения разбухание можно в определенных пределах компенсировать вытяжкой. Сложнее обстоит дело при экструзии изделий более сложной формы (рис. 5.5). Если для изготовления прутка прямоугольного сечения использовать формующий инструмент [1], у которого входная часть А имеет коническую поверхность, а формующая часть Б представляет в сечении прямоугольник [2], то экструд-ат будет иметь форму в виде овала со скругленными краями [3], так как длина формующей части у краев будет больше, чем в центре (L2>L), а напряжение сдвига, следовательно, меньше. Для получения правильной формы следует изменить сечение формующего канала инструмента [4]. Однако проще изменить не сечение формующего канала, а скорректировать длину формующей части и входную зону так, чтобы отношение длины канала к его длине (или радиуса к длине) в различных участках оставалось постоянным [5]. Та же ошибка при изолировании установочных двухжильных проводов с перемычкой приводит к перерасходу материала из-за утолщения перемычки в ее центральной части. Остановимся кратко еще на одном явлении, происходящем яри течении полимеров. При сдвиговом течении затрачиваемая 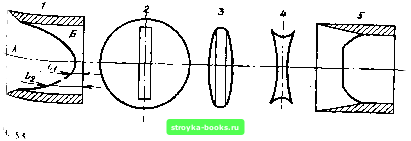 - Формирующие части матрицы, ие учитывающие (1-3) и учитывающие (4 и 5) разбухание механическая энергия из-за внутреннего трения частично пре. вращается в тепловую, что вызывает повышение температур расплава. Нетрудно показать, что выделяемая энергия равна отношению квадрата напряжения сдвига к вязкости. А посколь. ку напряжение сдвига, как показано выше, зависит от коор. динаты, перпендикулярной направлению движения потока, и достигает максимума у стенки канала, то и увеличение температуры из-за внутреннего трения будет максимальным вблизи стенки матрицы. Экспериментально установлено, что приращение температуры может достигать нескольких десятков и даже сотни градусов. 5.3. ПРИНЦИП ДЕЙСТВИЯ И РАСЧЕТ ПРОИЗВОДИТЕЛЬНОСТИ ЭКСТРУДЕРА Экструдеры, или червячные прессы,-это один из типов кабельного оборудования, предназначенного для наложения полимерных материалов методом экструзии. На рис. 5.6 показаны общий вид и принципиальная схема экструдера. Перерабатываемый материал периодически загружается или непрерывно подается, например с помощью системы пнев-моподачи, в загрузочную воронку экструдера. Этот материал может иметь форму гранул (полиэтилен, поливинихлоридный пластикат, фторполимеры) или лент (резина). В цилиндре перерабатываемый материал захватывается червяком, имеющим винтовую нарезку, и перемещается вдоль оси по Зона! ЗонаЕ ЗонаШ 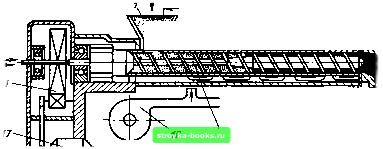 if 5 5 7  .чччччччччvччч 13 12 И Рис. 5.6. Принципиальная схема экструдера: 1 - загрузочная воронка; 2-перерабатываемый материал; J-червяк; 4 - втулка; цилиндр; б-нагреватели: 7-сетки; «-решетка; 9-головка пресса; /О-дорв; матрица; /2-накладываемый слой изоляции или оболочки: токопроводящая или заготовка; /-насадка червяка; /5 - охлаждающий воздух: /6 - вентилятор: приводной электродвигатель; 18-система приводных шестерен направлению к головке. Внутри цилиндра находится плотно запрессованная в него втулка, которая изготовляется из коррозионно-стойкой стали. По мере продвижения внутри Цилиндра перерабатываемый материал нагревается и постепенно размягчается. Разогрев материала происходит как за счет механических усилий, возцикающих в винтовом канале нарезки червяка, так и за счет нагревателей, расположенных между втулкой и цилиндром. Иногда используется нагрев индукционного типа. С наружной поверхности цилиндр охлаждается с помощью воздуха, подаваемого вентилятором, или воды, циркулирующей в каналах над поверхностью цилиндра. Внутри втулки цилиндра расположен червяк, типовая конструкция которого показана на рис. 5.7. Червяк имеет по всей длине винтовую нарезку, и при вращении червяка перерабатываемый материал захватывается и перемещается благодаря силе трения вдоль винтовой нарезки по направлению к головке. В зависимости от направления экструдера, в котором применяется червяк, конструкции последнего различны. Основным параметром червяка является соотношение его рабочей длины L и диаметра D. Отношение LjD для червяков, применяемых в кабельном производстве, находится в пределах от 4 до 25. Червяк приводится во вращение через систему шестерен от электродвигателя постоянного тока с тиристорным управлением, что обеспечивает плавную регулировку скорости и поддержание ее постоянной с высокой точностью. Крепление червяка в цилиндре экструдера консольное-возникаюнще значительные осевые нагрузки воспринимаются подшипниками. По длине экструдер может быть разделен на три зоны, в каждой из которых перерабатываемый материал находится в различном состоянии: зона /-зона загрузки, зона -зона сжатия, зона III-зона выдавливания - дозирующая. В зоне /, расположенной непосредственно после загрузочной воронки, поливинилхлоридный пластикат или полиэтилен находится еще в форме гранул. По мере движения вдоль винтовой нарезки перерабатываемый материал размягчается и в зоне представляет собой смесь гранул и расплава. В зоне III материал находится уже в состоянии расплава. На выходе зоны III экструдера расплав полимера выдавливается из цилиндра в головку и поступает к формующему инструменту, образующему кольцевой зазор,-дорну и мат- с 5.7. Типовая конструкция червяка, применяемого в экструзионных агрегатах для кабельной техники [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [ 21 ] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] 0.001 |