
|
|
|
Главная Производство кабелей [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [ 23 ] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] Обычно для упрощения вводятся обозначения л/)Л8тФ 12L,2 я)stgф 12*.L,2 (5.32) Поэтому уравнение (5.30) может быть представлено следующим образом: Q = An-{B + C)Aplii. - (5.33) Коэффициенты А, В я С определяются только геометрией червяка и цилиндра, т. е. они постоянны для данного типа экструдера при использовании одного и того же червяка. Противодавление Ар зависит от параметров головки экструдера. Известно, что количество массы, проходящей через формующий инструмент в головке, прямо пропорционально перепаду давления в головке и обратно пропорционально эффективной вязкости материала и сопротивлению протекания, которое зависит от профиля и размеров данного канала. Поэтому производительность экструдера может быть определена как Q = Ap/iiR, (5.34) где R-сопротивление протекания в канале. При расчетах чаще пользуются, однако, величиной, обратной сопротивлению протеканию k=l/R, так называемой постоянной сопротивления канала. Тогда Q=Apk/ii. (5.35) Принимая, что перепады давлений и вязкость расплава по длине дозирующей зоны и длине головки равны, и приравнивая (5.33) и (5.35), получаем (5.36) Из выражения (5.36) нетрудно видеть, что производительность экструдера при сделанных допущениях определяется только частотой вращения и геометрией червяка, головр и формующего инструмента. Когда вязкость расплава в дозирующей зоне щ и головке неодинакова, что обычно и бывает на практике, система решаемых уравнений приобретает следующий вид: ,ерв=«-(5+С)Лр/ц,; егол=АМ/цг- 1 в этом случае, приравнивая б„ерв и Q„ (5.37) получаем (5.38) Это выражение позволяет несколько уточнить результаты, полученные при использовании (5.36). Из анализа (5.36) следует, что если головка отсутствует и масса вытекает свободно (Д/ = 0), то имеет место случай максимальной теоретической производительности экструдера: Qmax = An. ЧНаоборот, если головка закрыта(6 = 0). то An = {B+C)Ap/ii. В этом случае противодавление максимально: Ар„„ = Ап\1/{В+С). (5.39) Выражение (5.39) используется при расчете крепления головки к экструдеру. Имеется ряд уточненных методов расчета производительности экструдера, позволяющих учесть влияние некоторых факторов, не учитываемых при расчете производительности в соответствии с (5.38). Например, если значения Ь и а соизмеримы, а это справедливо для некоторых случаев экструзии полимерных материалов, то Dh{l-b/а) sin (f> cos (f nDh(\-b/a)sb(fi (5.40) Еще более точные результаты могут быть получены, если Учитывать зависимость вязкости расплава полимера от градиента скорости, или скорости сдвига, однако при этом необ-ЗДдимо иметь более широкий спектр экспериментальных дан-Чь1х и проведение расчетов существенно усложняется. с учетом вышеизложенного расчета производительность экструдера при изготовлении кабельных изделий состоит cлeyющиx этапов. 1. В соответствии с требованиями технической докумен. тации на заданный кабель, провод или полуфабрикат определи, ются диаметры токопроводящей жилы и диаметр по изоляцщ (при изолировании) или диаметр кабельной заготовки под оболочкой и наружный диаметр по оболочке (при ошлангова. нии). По конструктивным параметрам выбирается тип экст-рудера, так как каждый тип экструдера можно использовать для изолирования токопроводящих жил или ошлангования заготовок на определенном диапазоне диаметров. 2. На основании технических характеристик экструдера выбираются следующие параметры: частота вращения червяке и, длина дозирующей зоны L12, глубина нарезки червяка в дозирующей зоне Л, шаг нарезки а, ширина гребня нарезкя Ь, зазор между гребнем нарезки и втулкой цилиндра 5, угол нарезки ф, температурный режим по зонам экструдера. 3. В соответствии с рекомендациями, содержащимися в гл. 5, 6, выбираются рабочий инструмент, а также конструктивные размеры дорна, матрицы, решетки и сеток. 4. Предварительно рассчитывается производительность экструдера в соответствии с (5.36). Сначала определяются значения коэффициентов А, В ъ С. Значение постоянной головки, входящей в (5.36), рассчитывается как где ki-к-постоянные решетки, кольцевого конического перехода дорна, цилиндрического зазора между дорном и матрицей. т % t/oTB 128А„ (5.42) где т-число отверстий в решетке; 4)тв-диаметр отверстия; Ар-толщина решетки. 81,2 р4 р4 (.н.ср .вн. ср) , К. п. со вн. ср (5.43) (5.44) Обозначения очевидны из рис. 5.12. з = я,рА12„. Вязкость расплава зависит от скорости сдвига, и эти зависимости экспериментально определены для всех матери 142 лов, перерабатываемых в кабельной промышленности методом экструзии. Скорость сдвига в канале червяка jnDnjh. (5.45) Для определения Цг и Ич в первом приближении считаем скорости сдвига в канале червяка и головке примерно равными. После предварительного расчета производительности экструдера е„р значения 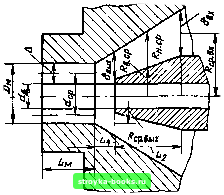 ¥кс. 5.12. Схема дорна и матрицы и обо-, значения, используемые при расчете по- стоянных и fej скоростей сдвига и вязкости по участкам головки уточняются. В решетке скорость сдвига рассчитывается следующим образом: yi = 32Q„Jmnd отв- (5.46) По значению по экспериментальным графикам определяется уточненное значение Hi (в решетке) и, следовательно, перепад давления расплава в решетке: Арреш = епрИ1/1- (5-47) Аналогично для конического перехода скорость сдвига 24е„р У 2 = П {Rep. вх + Rep. .ых) (Sbx + 5вых) и для конического перехода, как и для решетки,, определяются вязкость расплава Ц2 и перепад давления: А/юн. пер ~ епрИ2/2- (5.49) Соответственно для матрицы в зоне цилиндрического перехода AKde+A) А;7„„р = (2„рЦз/з-Общий перепад давления в головке (5.50) (5-51) (5.52) Г43 Уточненное значение производительности экструдера (5.53) Полученное значение Q должно отличаться от gnp не более чем на 10%. Если отличие превышает 10%, то проводится второе уточнение расчета скоростей сдвига и вязкостей расплава до тех пор, пока расхождение полученных результатов превышает 10%. 5. По полученному значению производительности экстру, дера рассчитывается линейная скорость наложения полимерного покрытия v„: (5.54) где S-поперечное сечение накладываемого покрытия. После проведения расчета производительности проверяется, не превышает ли рассчитанное значение Q паспортной производительности выбранного экструдера. Если полученное значение Q превышает паспортную производительность пресса, необходимо либо снизить частоту вращения червяка и, если это возможно, либо провести расчет повторно и выбрать экструдер с большим диаметром червяка. 5.4. КЛАССИФИКАЦИЯ ЭКСТРУДЕРОВ И ИХ КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ В кабельной промышленности используются одночервячные прессы, которые в зависимости от взаимного положения центральных осей червяка и токопроводящей жилы или заготовки, проходящих через головку, могут быть разделены на экструдеры с прямоугольной головкой, с косоугольной головкой и прямоточные. Экструдеры с прямоугольной головкой чаще применяют на кабельных заводах, так как они наиболее удобны в эксплуатации, их легко выполнить откидными, что обеспечивает смену формующего инструмента, фильтрующих сеток и решетки. При применении прямоугольных головок, в которых угол между осью червяка и жилы заготовки составляет 90°, проще производить чистку червяка и головки. Схема прямоугольной головки и общий вид экструдера с прямоугольной головкой показаны на рис. 5.13. Однако в прямоугольной головке поток перерабатываемого материала испытывает поворот на 90 > что осложняет центровку изоляции. Ось косоугольной головки экструдера (рис. 5.14) расположена по отношению к оси червяка под углом 40-60°. Это 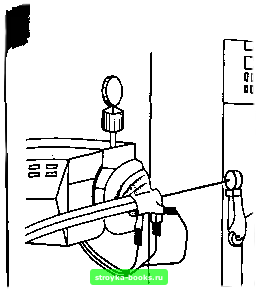 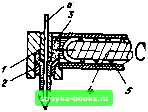 Рис. 5.13. Схема прямоугольной головки и общий вид экструдера с прямо- угольной головкой: /-дЪре; 2-матрица; i-перерабатываемый материал; -червяк; 5-цилиндр; б- токопроводящая жила или заготовка позволяет уменьшить угол поворота расплава при выходе из цилиндра, несколько выравнивает путь расплава. Однако косоугольные головки имеют увеличенный объем. Так же как и прямоугольные, они должны быть откидными для удобства в эксплуатации. При увеличении объема головки в целом одновременно увеличивается и объем каналов, через которые проходит 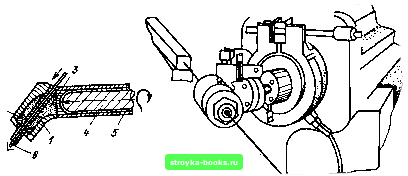 40* }- Схема и общий вид экструдера с косоугольной головкой: РН, 2-матрица; перерабатываемый материал; ¥ -червяк; 5-цилиндр; токопроводящая жила или заготовка [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [ 23 ] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] 0.0009 |