
|
|
|
Главная Производство кабелей [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [ 26 ] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50]  Щ об 1 из Рис. 5.22. Общий вид головки фирмы Troster (ФРГ) в сборе с экcтpyдq)a)цl, для пластмасс толщиной до 0,1 мм, в то время как при однослойном наложении нанести слой толщиной менее 0,3 мм очень сложно. Как правило, головки, предусмотренные для пластмасс, снабжены электрическим обогревом, а для резин - обогревом с помощью жидких теплоносителей. На рис. 5.21 приведена конструкция головки двухслойного наложения изоляции из вулканизующегося полиэтилена разных модификаций фирмы General Cable (США). На рис. 5.22 показан  Рис 5 23 Головка двухслойного наложения конструкции ЕФ ВНИИКП зобранном виде щий ВИД головки для двухслойного наложения изоляции пластмасс в сборе с двумя экструдерами фирмы Troster "З СССР на многих кабельных заводах успешно используется головки многослойного наложения для резин и пластмасс ак зарубежного, так и отечественного производства. На рис. 5.23 приведена головка в разобранном виде для нанесения •Двухслойной комбинированной изоляции из вулканизующегося полиэтилена и кремнийорганической резины. Эти материалы имеют разные температурные режимы экструзии. В зоне экструзии вулканизующегося полиэтилена необходимо обеспечить температуру НО-130° С, а в зоне экструзии кремнийорганической резины - около 70° С. Для обеспечения этих требований нагреватель головки размещен между дорном и дорнодержателем. Непосредственно нагревается нижний экструзионный канал головки до 130° С [43]. Наружного нагревателя головка не имеет. Благодаря естественному перепаду температуры верхний канал экструзии (по которому подается кремнийорганическая резина) нагревается значительно ниже 130° С. При необходимости головку можно снабдить еще и рубашкой для охлаждения. 5.6. ЭКСТРУЗИОННЫЕ АГРЕГАТЫ И ПОТОЧНЫЕ КАБЕЛЬНЫЕ ЛИНИИ Экструзионные агрегаты, используемые для наложения пластмассовых изоляции и оболочек, представлены на рис. 5.24. Принцип действия экструзионной линии заключается в следующем. Жила или заготовка с отдающего устройства поступает в компенсатор, обеспечивающий постоянство натяжения. Кроме того, компенсатор может использоваться и для смены барабанов (катушек) с жилой или заготовкой без остановки. Однопроволочные токопроводящие жилы спрямляются в пра-вильно-прямильном устройстве. Все токопроводящие жилы желательно подогревать до 100-150° С в спепиальном устройстве, располагаемом перед входом в экструдер. После выхода i3 экструдера изолированная жила или заготовка с дополнительным покрытием охлаждается в ванне с проточной водой, итем в обдувочном устройстве с поверхности полимерного окрытия удаляется влага. Перед тяговым устройством рас-олагаются измеритель диаметра и устройство для контроля Тектрической прочности покрытия, а после тягового устрой- ства- -измеритель длины. Для обеспечения равномерного натяжения изолированной Илы или заготовки перед приемным устройством располага-я компенсатор. Приемное устройство, как правило, выпол-"тся сдвоенным. Отдельные узлы экструзионной линии могут 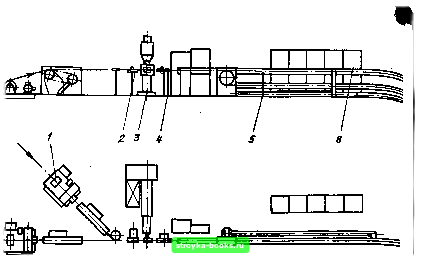 Рнс. 5.24. Прннцнпнальная / - отдающее устройство; 2-правильное устройство; 3 - экструдер; 4-маркирующее приемное устройство; отсутствовать, для линий специального назначения можно использовать узлы, отличные от перечисленных, однако в целом приведенная схема экструзионной линии может рассматриваться как типовая. Рассмотрим отдельные типовые узлы экструзионных линий. Применяемые отдающие устройства могут быть как осевого, так и пинольного типа, причем пинольные полуоси могут перемещаться в вертикальном и горизонтальном направлениях, что необходимо для установки барабанов различных габаритов. Кроме того, широко используются отдающие устройства безынерционного типа. Отдающее устройство безосевого типа с принудительным вращением барабана показано на рис. 5.25. Это устройство сдвоенного типа, хотя применяются и устройства, рассчитанные на установку одного отдающего барабана, который устанавливается между перемещаемыми пинолями с помощью подъемного механизма, а привод осуществляется от регулируемого электродвигателя. Частота вращения отдающего барабана изменяется по сигналу, поступающему от компенсатора роликового типа Устройство снабжено электромеханическим тормозным устройством, обеспечивающим быстрое торможение барабана и остановку всей экструзионной линии при обрыве проволоки или окончани" проволоки, жилы или заготовки на отдающем барабане. Друюе отдающее устройство пинольного типа показано на рис. 5.26. Это устройство снабжено электромеханическИ> механизмом перемещения станины. 160 «ема экструзионной линии: Гв°;правлениГ"""" - измерительные , приборы; 7-сдвоениое \ Сдвоенное отдающее безынерционное устройство флайер-ного типа для однопроволочных жил показано на рис 5 27 В таких устройствах Отдающие барабаны устанавливаются 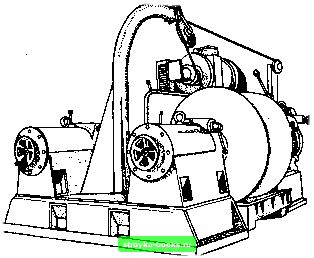 5.25. Отдающее устройство безосевого 3125 барабана типа с принудительным вращением 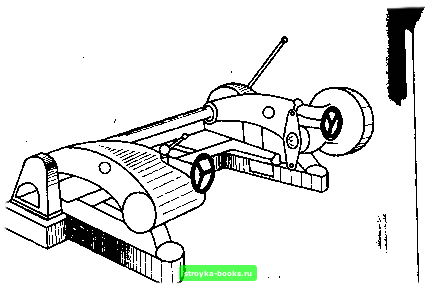 Рис. 5.26. Отдающее устройство пинольного типа неподвижно, а проволока сходит с этих барабанов по фланцу барабана через сменный приводной флайер. Конические воронки, выполняемые с учетом требований звукоизоляции, направляют проволоку с отдающего барабана к компенсатору и правильно-прямильному устройству. Внутренний конец проволоки на одном из барабанов сваривается с наружным концом проволоки на другом барабане, что обеспечивает 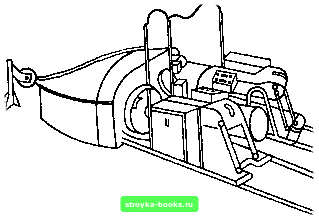 Рис. 5.27. Сдвоенное отдающее безыинерцйош,ое устройство флайерного типа 162 непрерывность работы линии, так как после схода проволоки с первого барабана начинается ее сход со второго. Барабаны устанавливаются с .помощью передвижной подъемной каретки. Компенсаторы представляют собой систему роликов, верхние из которых являются неподвижными, а нижние могут перемещаться под действием натяжения жилы или заготовки в вертикальном направлении. Если натяжение ниже требуемого, то нижний ролик опускается вниз; при увеличении натяжения этот ролик поднимается вверх. Эти перемещения ролика в компенсаторе, установленном после отдающего устройства, воздействуют на тормозное устройство отдающего барабана. Перемещения роЛика в компенсаторе, расположенном переД приемным устройством, обеспечивают равномерное натяжение изолированной жилы или кабельной заготовки с покрытием путем изменения ее скорости при увеличении диаметра намотки на приемном барабане. Правильно-прямильное устройство используется только для однопроволочных жил и представляет собой комбинацию роликов, расположенных в горизонтальной и вертикальной плоскостях. Ролики расположены попарно со смещением друг к другу, вращаются благодаря движению проволоки и выпрямляют ее перед входом в устройство подогрева. Устройство подогрева жилы имеет контактные ролики, через которые подводится ток к участку движущейся жилы, огибающей эти ролики. Предварительный подогрев жилы обеспечивает лучщую адгезию изоляции к жиле и позволяет поднять скорость изолирования благодаря тому, что исключается недопустимое охлаждение расплава полимера в головке экструдера при входе в головку неизолированной жилы. После выхода из экструдера изолированная жила или заготовка с наложенным в экструдере покрытием поступает в охлаждающую ванну, состоящую из одного или нескольких охлаждающих желобов (рис. 5.28). Длина каждой секции охлаждающей ванны около 4 м. Секции охлаждающей ванны обычно изготовляются из коррозионно-стойкой листовой стали и соединяются между собой фланцами. Секции представляют собой два желоба, вставленных один в другой; по внутреннему желобу в потоке воды проходит охлаждаемое изделие, наружный желоб используется для транспортировки воды, поступающей из внутреннего желоба. На практике применяются различные системы охлаждения - Открытые, замкнутые и полузамкнутые. При открытой системе Необходимое для охлаждения количество воды полностью отбирается из заводской системы водоснабжения, а нагретая результате охлаждения изделия вода также полностью возвращается в заводскую систему. При замкнутой системе резервуар для воды, теплообменник охлаждающая система образуют замкнутую систему. 163 [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [ 26 ] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] 0.0009 |