
|
|
|
Главная Производство кабелей [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [ 37 ] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] давления, а также от требований к качеству продукци В том случае, когда пар получается от ТЭЦ, нет смысла прибегать к индукционному нагреву. Когда пар высокого давления получается с помощью термокомпрессорной уста-новки, применение индукционного нагрева становится р. циональным. Вулканизационная камера, так же как и внещняя труба для рубащки, изготовляется из цельнотянутых труб высокого давления с внутренним диаметром 50-85 мм и со стенками толщиной 6-7,5 мм. Повыщенная толщина трубы нужна из-за возможного разрущения металла под воздействием сернистых соединений, образующихся при вулканизации резины. Длины вулканизационной камеры выбираются в зависимости от ассортимента изготовляемой продукции и производственной площади. Увеличение длины вулканизационной камеры позволяет при прочих равных условиях увеличивать линейную скорость наложения изоляции или оболочки. Однако в некоторых случаях, когда изолированию подвергаются жилы, имеющие малую механическую прочность (например, алюминиевые жилы для установочных проводов и контрольных кабелей или медные жилы сечением менее 0,75-1,5 мм), длину трубы уменьшают. В камере происходят нагрев и вулканизация резиновых изоляций и оболочек паром при давлении до 1,96 МПа. В процессе вулканизации образуется конденсат, отвод которого из вулканизационной камеры осуществляется через конденсационный горшок, устанавливаемый в конце камеры. Для облегчения стока конденсата вулканизационная камера имеет небольшой наклон в сторону парового затвора. Промежуточный паровой затвор предназначен для предотвращения свободного выхода пара из вулканизационной камеры в охлаждающую трубу и попадания в вулканизационную камеру вОды из охлаждающей трубы при свободном прохождении провода через затвор без повреждения изоляции. Промежуточный затвор представляет собой цилиндрическую камеру, перемещающуюся вместе с охлаждающей камерой. В охлаждающую камеру (трубу) провод поступает из вулканизационной камеры через промежуточный паровой затвор. Камера устанавливается на роликах, по которым она передвигается при открывании промежуточного затвора. В охладающую камеру непрерывно подается насосом холодная вода под давлением 0,49-0,68 МПа, обеспечивающая интенсивное охлаждение резиновой изоляции и оболочки, а также экономию пара при работе агрегатов. Кроме того, наличие в охлаждающей камере воды под давлением пр дупреждает возможность образования вздутий и разрывов изоляции, особенно в кабелях и проводах с многопроволочной жилой и большой толщиной резиновой изоляции или оболочки. 224 Давление воды в охлаждающей камере создается гидростатическим насосом. Во избежание возможности попадания воды из охлаждающей в вулканизационную камеру в конце последней установлен паровой контактный манометр, который при уменьшении давлеш1я пара до 0,785-0,98 МПа отключает гидравлический насос, и давление воды становится равным атмосферному; одновременно с этим подается сигнал на пульт управления. Охлаждающая камера через сальник входит в камеру водяного затвора. Охлаждающая камера заканчивается водяным затвором (рис. 6.8). К корпусу затвора с помощью шарнирных болтов крепится накидная гайка, зажимающая три кольцевые резиновые прокладки и одну стальную диафрагму. В отверстие втулки вставляется нажимная втулка со встроенным кольцом, давящая на стальную диафрагму и обеспечивающая уплотнение резиновой прокладки поверх изолируемого провода. Давление на нажимную втулку осуществляется коленчатым рычагом, связанным с пневматическим цилиндром, давление воздуха в котором равно 0,49-0,59 МПа. В рабочем состоянии резиновые прокладки плотно обжимают изолируемый провод, 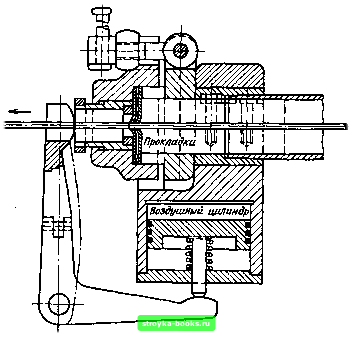 Рис. 6.8. Водяной (выходной) затвор линии непрерывной вулканизации 5 3125 225 ограничивая утечку воды. При наличии на проводе утолщений они проходят через пружинящие прокладки, отжимая втулку. Ввиду того что во время смены уплотняющих прокладок корпус выходного затвора перемещается, подвод воздуха к пневматическому цилиндру осуществляется гибким щлангом. Провод после выхода из водяного затвора огибает поворотный ролик и поступает в желоб с проточной водопроводной водой, разделенный на несколько секций. Интенсивность охлаждения изоляции или оболочки в желобе регулируется числом секций и количеством поступающей воды. При работе агрегата непрерывной вулканизации следят за тем, чтобы провод был полностью вулканизирован и высущен. При прохождении через аппарат сухого испытания провод с влажной поверхностью вызывает искаженные показания. Кроме того, прохождение влажного провода через аппарат сухого испытания недопустимо по условиям техники безопасности. Обдувка воздухом предназначена для удаления влаги с поверхности провода. Устройство для обдувки представляет собой железный кожух, внутренняя трубка которого в месте выхода провода имеет отверстия, направленные навстречу движению провода. В эту трубку подается воздух под давлением 0,29-0,49 МПа. Потоки воздуха, выходящие из отверстий трубки, сдувают с провода воду. Тяговое устройство применяют барабанного типа, оно обеспечивает постоянную линейную скорость прохождения провода через агрегат. С тягового колеса провод через поворотный ролик поступает в аппарат сухого испытания. Аппарат сухого испытания состоит из трансформатора. 110/20000 В, регулятора напряжения, испытательного электрода! и сигнализирующих устройств. Значение испытателыюго на- пряжения устанавливается поворотом рукоятки регулятора напряжения, который имеет дополнительную обмотку, питающую вольтметр. Концы жилы заземляются на отдатчике и на приемнике. Аппарат устанавливается перед приемным устройством. При пробое изоляции срабатывают реле, включающие сигнальную лампу. Кроме того, аппарат снабжен счетчиком числа пробоев, включенным через промежуточный трансформатор и выпрямитель в сигнальную цепь реле. Для удобства контроля на приемнике агрегата установлены два счетчика числа пробоев с переключателем, механически связанным с рукояткой перевода приемных барабанов. Это дает возможность непосредственно контролировать качество жилы на каждом приемном J yj,.j,"v-"* "рчолспии иаюшииых и вертикальных агрегатов барабане и определять число пробоев на каждом барабане.Щ pyj ппип °"-™ьные показывающие и регули-Высоковольтный электрод аппарата сухого испытания ""Ичдаюшей во ° контроля и регулировки уровня охла- условиям техники безопасности размещают на высоте, йС-И стре поов" воды, натяжения кабеля, регулировки ключающей соприкосновение с ним обслуживающего персонада-И йзолиповяни ДКНВ для двухслойного 226 Bis. должен иметь еще приборы, показывающие 1золированный провод через поворотные ролики и компенсатор поступает на приемный барабан. Приемное устройство агрегата непрерывной вулканизации состоит из сдвоенного приемника и контейнеров. Сдвоенный Приемник позволяет переводить изолированный провод с одного приемного барабана на другой без останова агрегата. Для синхронизации тягового и приемного устройств применяется компенсатор. Электрический привод ЛКНВ должен обеспечить плавное бесступенчатое изменение скорости пресса, тягового колеса и приемного устройства с отношением 1:20, поэтому привод ЛКНВ обычно осуществляется с помощью электродвигателей постоянного тока. Пуск и регулирование скорости электродвигателя пресса, тягового и приемного устройств обычно осуществляются раздельно. В некоторых схемах агрегатов предусмотрена возможность синхронной работы экструдера и тягового устройства. Такая схема дает возможность несколько уменьшить заправочные концы при пуске. ( 6.4. ТЕХНОЛОГИЯ НАЛОЖЕНИЯ РЕЗИНОВОЙ ИЗОЛЯЦИИ И ОБОЛОЧКИ Обслуживать агрегат могут только хорошо квалифицированные специалисты, не только умеющие осуществлять те или иные операции, но и разбирающиеся в работе осно",ных механизмов и приборов, установленных на ЛКНВ. Рабочие ЛКНВ должны хорошо знать правила безопасности, связанные с обслуживанием аппаратов, работающих при высоких давлениях и температуре. Бригадир должен иметь наиболее высокую квалификацию, осуществлять управление агрегатом, его заправку, пуск и остановку. Наличие на линии большого количества механизмов и приборов требует особого внимания к агрегату со стороны механика и электрика цеха. Управление линии осуществляется с пульта, на котором установлены указатели частоты вращения червяка и скорости прохождения жилы, амперметры электродвигателей червячного fipecca и тягового устройства, кнопки пуска, остановки и регулирования скорости тягового и приемного устройств и частоты вращения червяка, кнопки аварийной остановки всего агрегата, а также рукоятка переключателя автоматического регулирования диаметра провода. На пульте управления наклонных и вертикальных агрегатов Устанавливаются дополнительные показывающие и регули- РУЮИтО ППтжСгПТ т ---------- - Таблица 6.2. Режимы вулканизации изделия сечением жилы 1,5-2,5 мм и толшииой нзоляцни 0,6-03 мм
Таблица 6.3. Фактические скорости, м/мии, наложении оболочки на ЛКНВ раздельно частоту вращения каждого червяка, и устройства для регулирования частоты вращения червяков как отдельно для каждого пресса, так и синхронно с учетом работы тягового и приемного устройств. В непосредственной близости от пульта управления расположен щит с приборами, контролирующими и регулирующими тепловые режимы работы червячного пресса, вулканизационной камеры и других узлов. Обязанности бригады определяются заводскими инструкциями и зависят от конструкции агрегата и его назначения. При работе на горизонтальном ЛКНВ изоляционного типа обслуживающая бригада помимо наблюдения за показаниями приборов и управлением механизмами при работе агрегата контролирует качество изолированной жилы, ее диаметр, показания счетчика количества прогаров на аппарате сухого испытания и правильность раскладки жилы на приемном барабане. Члены бригады наблюдают за давлением пара в вулканизационной камере по манометрам, за давлением воды в охлаждающей трубе и работой водяного насоса, за работой аппарата сухого испытания по контрольной лампочке и счетчику прогаров, за работой отдающего и приемного устройств, за своевременной сменой барабанов. Технологические параметры работы линии с указанием давления пара и скорости опрессования каждого изделия определяются таблицами, имеющимися в технологической инструкции. В табл. 6.2 приведены значения давления пара и скорости опрессования на ЛКНВ-125 при наложении изоляции толпданой 0,5-0,8 мм на жилу сечением 1,5-2,5 мм при длине вулканизационной камеры 60 м. Вследствие плохой теплопроводности резиновой смеси скорость вулканизации будет уменьшаться с увеличением толщины изоляции оболочки. Из расчетов и опыта известно, что перепад температур возрастает не только от увеличения толщины изоляции или оболочки, но и от абсолютного значения температуры пара, т. е. давления. При толщине слоя более 5 мм перепад температур может достигать 60-80 С. В это! Наружный диаметр шнура или кабеля, мм До 7 8-10 11 - 13 14-16 17-20 21-25 26-30 31-35 36-40 41-45 46-50 51-55 56-60 61-65 66-70 71-75 Кабель и шнур с радиальной толщиной оболочки до 2 мм включительно 80-50 60-45 60-45 50-45 50-35 40-20 Кабель с радиальной толщиной оболочки свьипе 2 мм 40-30 40-30 35-25 35-20 25-15 20-15 20-10 15-8 13-7 10-6 5-3 5-3 4-3 4-2 3-2 Условия вулканизации Длина вулканизациоииой камеры 70-90 м. Давление пара 3,37-1,57 МПа Длина вулканизационной камеры 36-45 м. Давление пара 1,27-1,57 МПа случае необходимо учитывать длительность плато вулканизации, которое сокращается с повыщением температуры. При высоких температурах (более 200° С) длительность плато вулканизации настолько сокращается, что возникает возможность перевулканизации наружных слоев и недовулканизации внутренних. Для уменьщения перепада температур при вулканизации больших толщин давление в трубе ЛКНВ шлангового типа берется несколько меньше - порядка 1,37- 1,57 МПа. Данные, характеризующие работу ЛКНВ шлангового типа, приведены в табл. 6.3. Во время работы агрегата периодически (примерно через каждый час) производят спуск конденсата в конце трубы. При появлении воды через сальник заправочной камеры следует продуть конденсационный горшок. Наиболее сложными техгюлогическими операциями являются подготовка, заправка, пуск и остановка линии. Правильная подготовка и пуск не только сокращают длину бракованных заправочных концов, но и обеспечивают длительную бесперебойную работу линии. Небрежный, неправильный пуск "инни обычно приводит к выпуску большого количества брака, "ростоям линии и может вызвать аварию. Заправка линии начинается с того, что экструдер " головка разогреваются ,до 60-80С (в зависимости От марки резины). Одновременно подбирается и уста-"авливаеюя технологический инструмент для каждой марки J [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [ 37 ] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] 0.001 |