
|
|
|
Главная Производство кабелей [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [ 39 ] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] образовавшаяся при частичном окислении органических радикалов и конденсации остаточных гидроксильных групп), низкомолекулярные продукты реакции, образующиеся при переработке резин. Если эти вещества не удалить, то при эксплуатации в условиях высоких температур, особенно в системах с ограниченным доступом воздуха, происходит деструкция кремнийорганических оболочек, приводящая к их размягчению и образованию пор. Обычно для удаления летучих достаточно провести термостатирование в течение 1-3 ч при 200° С. Во-вторых, улучшаются физико-механические (остаточное сжатие, твердость, стойкость к растворителям) и диэлектрические (поверхностное электрическое сопротивление, диэлектрическая постоянная, тангенс угла диэлектрических потерь) свойства, особенно при экстремально низких и высоких температурах. Для стабилизации физико-механических и диэлектрических свойств необходимо термостатирование в течение 6-24 ч при 200-250° С. Естественно, при выборе температуры надо учитывать ее влияние на материал токопроводящей жилы. Необходимо отметить, что термостатирование нельзя заменить увеличением длительности или повышением температуры на первой стадии вулканизации. Вторую стадию вулканизации проводят в специальных камерах, в которых циркулирует горячий воздух. Размеры камеры должны соответствовать размерам тары. Камеру нагревают электрическим током, паром или газом, причем нагревательные элементы располагают таким образом, чтобы уменьшить местные превышения температуры, под влиянием которых возможно в результате сгорания летучих продуктов образование белого оксида кремния, осаждающегося на стенках камеры и кабелях. Температура в камере автоматичес! регулируется с точностью ± 5° С. Камера имеет также авт матический выключатель, который при повреждении нагрев тельной системы отключает обогрев, что предотвращает во можность взрыва или порчи изделий. Это особенно необходимо при термостатировании кабелей с фторсилоксановыми оболочками, которые при температуре выше 280° С выделяют ток- сичные вещества. Во избежание «теплового удара» подъем температуры до 200° С необходимо проводить плавно или ступенчато в течение 5-8 ч. Важным фактором при термостатировании является эффективная внутренняя циркуляция воздуха, особенно в начале процесса, когда летучие продукты выделяются очень интен-оивно. Скорость обмена свежего воздуха должна составлять примерно 125 л/мин на 1 кг резины. Вулканизуемые изделия располагают в камере горизонтально поэтому и циркуляция воздуха должна быть горизонтальной. 236 мо" Бухты проводов мелких сечений, как правило, укладывают на горизонтальные решетки, покрытые металлической сеткой (желательно из ванадиевой стали) или стеклотканью, чтобы на них не оставалось следов от решетки. Эти решетки размещают на тележках, которые могут въезжать в камеру, что позволяет быстро менять изделия при непрерывном процессе. Кабели средних и крупных сечений термостатируют на специальных барабанах или в поддонах, которые также помещают на тележки. После окончания второй стадии вулканизации кабели выгружают из камеры и отправляют на дальнейшие операции - наложение дополнительных покровов, упаковку и т. п. Существуют также полуавтоматические линии для современного наложения изоляционной и шланговой оболочек. Кроме того, на указанных линиях 1У1ожно проводить непрерывно обе стадии вулканизации. Глава седьмая ИЗГОТОВЛЕНИЕ СШИТОЙ ПЛАСТМАССОВОЙ ИЗОЛЯЦИИ 7.1. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ СШИВАНИЯ ПОЛИМЕРОВ Изоляции проводов и кабелей, выполненной из термопластичных материалов, присущи некоторые недостатки, предопределяемые самой природой термопластов, главными из которых являются ползучесть и резкое ухудшение механических свойств при температурах, близких к температуре плавления, вплоть до полной потери формоустойчивости. Кроме того, внутренние напряжения, «замороженные» в изоляции при ее изготовлении, проявляют себя при повышенных рабочих температурах, приводя к заметной усадке, а в ряде случаев и к растрескиванию изоляции. Ввиду этого на практике часто не ис-нользуется в полной мере нагревостойкость термопластичной изоляции, так как потребители иногда предпочитают снизить допустимую рабочую температуру с целью облегчить условия эксплуатации и получить благодаря этому запас по надежности. Действительно, даже кратковременный случайный нагрев 80 60
200 Т, "С Рис. 7,1. Зависимость толщины изоляции Л от температуры Т при воздействии продавливающей нагрузки: /-соответственно ПЭНП, ПЭВП н ЭТФЭ; цифры на кривых-значения гель-фракции, % изоляции выше температуры плавления, например из-за короткого замыкания или прикосновения горячего паяльника, 1 приводит к выходу кабельного изделия из строя. } На рис. 7.1 приведены термомеханические кривые, показывающие существенное преимущество сшитых материалов, которые сохраняют способность сопротивляться продавливающей нагрузке даже при температуре, превышающей температуру плавления, в то время как несшитая изоляция при этом продавливается [9]. Кроме того, при применении специальных термостабилизаторов обеспечивается увеличение длительно допустимой рабочей температуры. Рассмотренные выше положительные качества сшитых полимеров объясняются возникновением трехмерной структуры благодаря образованию поперечных связей между макромолекулами по следующей схеме: -CHj-СНг-СНг-СНг- -CHj-СН -CHCH - - I I -CHj -СНгСНг-СНг- . -СН-СН -СН-СН - Поскольку макромолекулы полимеров довольно стабильны и не могут реагировать друг с другом, для проведения реакции сшивания необходимо активировать их тем или иным способом. К настоящему времени созданы и нашли промышленное применение несколько технических способов перевода макромолекул в реакционноспособное состояние, условно разделяемых на химические и физические. Для осуществления реакции сшивания нужно либо создать в молекулах полимера реакцион-носпособные центры, взаимодействие которых приводит к химической реакции между отдельными макромолекулами с образованием поперечных связей, либо ввести в исходные макромолекулы такие реакционноспособные (функциональные) группы, которые в определенных условиях способны взаимодействовать между собой и образовывать поперечные связи. В кабельной технике реализованы три способа сшивания: химическая реакция между макрорадикалами, образующимися вследствие взаимодействия молекул полимера с продуктами распада термически неустойчивых органических пероксидов (Нероксидное сшивание); химическая реакция между привитыми к макромолекулам силаносодержащими органофункциональ-ными группами (силанольное сшивание); рекомбинация макрорадикалов, возникающих в полимере в результате воздействия ионизирующего излучения. Каждый из этих способов в сравнении с другими имеет свои преимущества и недостатки, а конкретные технологические приемы их реализации рассмотрены в последующих параграфах. 238 Рассмотрим некоторые общие Т% закономерности сшивания. Независимо от способа сшивания в полимере образуется трехмерная структура, и он теряет способность течь при превышении температуры плавления. Сшива-ние происходит преимущественно по аморфным областям, хотя вид связей и их количество, а следовательно, и густота образующейся сетки зависят от способа сшивания. Независимо от применяемых способов необходимо контролировать степень сшивания как основной результат технологического процесса. Вообще говоря, существует много различных косвенных способов- определения степени сшивания, основанных 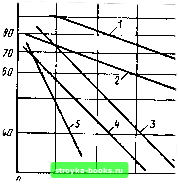 0,05 0,1 0,15 1/А, 1 Мрод Рис. 7.2. Зависимость гель-фракции Г от поглощенной дозы Д для ПВДФ: 1 - кайнар-451; 2-кайнар-301; 3-фто-ропласт-2М (в ацетоне); 4-кайнар-881; 5-фгоро11ласт-2М (в днметилформа-миде) на изменении различных свойств полимера при образовании пространственной структуры. Одним из наиболее широко используемых методов контроля является определение содержания гель-фракции, т. е. нерастворимой части, поскольку по мере сшивания полимера утрачивается его способность растворяться. Исследуемые образцы вьщерживают заданное время при определенной температуре в жидкости, растворяющей исходный несшитый материал, и вычисляют количество нераст-ворившейся части. Разумеется, жидкость не должна вступать в химическое взаимодействие с полимером. Для полиэтилена растворение проводят в кипящем ксилоле или толуоле в течение времени до 24 ч, для ПВДФ используют ацетон (12-24 ч), для ПВХ-пластиката - тетрагидрофуран. На рис. 7.2 приведены зависимости гель-фракции Г от поглощенной дозы Д для различных модификаций ПВДФ в виде \gr=A-BIД, где А и В-постоянные для данного Материала и условий экстрагирования. Видно, что даже полимеры с одинаковым химическим строением имеют неодинаковые зависимости гель-фракций; кроме того, сравнение Зависимостей 3 к 5 показывает сильное влияние на гель-Фракцию условий экстрагирования. Такой способ контроля степени сшивания не годится для нерастворимых полимеров, Например для фторполимеров, он занимает много времени п не в полной мере характеризует свойства готового изделия. Широкое распространение получил способ, основанный Па изменении механических характеристик при температуре, превышающей температуру плавления. Стандартами МЭК № 540 и 811-2-1 предусмотрено следующее испытание сшитого полиэтилена на тепловую деформацию: образец длиной 75 мм. шириной 4 мм и толщиной 0,8-2 мм помещают в термостат при 4-200° С, подвешивают к нему груз, чтобы нагрузка составляла 20 Н/см. Удлинение образца через 15 мин не должно превышать 175%, а после снятия груза 15%. 7.2. ПЕРОКСИДНОЕ СШИВАНИЕ Технологический процесс изготовления сшитой изоляции из композиций ПЭ, содержащих пероксиды, осуществляют на ЛКНВ, совмещающих процесс на ложения изоляции и процесс сшивания (вулканизации) [44]. По этой причине такой полиэтилен иногд; называют вулканизующимся, а про цесс сшивания - вулканизацией. На стадии изготовления композиции (а иногда в процессе экструдирования ] изоляции) в ПЭ вводят пероксид дикумила, период полураспада которого в зависимости от температуры показан на рис. 7.3; за время, равное трем периодам полураспада, происходит разложение 87,5%) введенного количества пероксида дикумила, т. е. при + 200° С это составляет примерно 35 с. При сшивании идут следующие реакции: во-первых, под воздействием теплоты происходит распад пероксида с образованием двух радикалов: 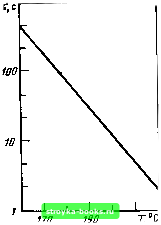 рекомбинация двух макрорадикалов приводит к образованию поперечной связи: 2-СИ-СН-СНг- -» -СНг-сн -СНг-I -CHj -СН -CHi- Кроме этих полезных реакций следует рассмотреть и побочные реакции. Образовавшийся на второй стадии кумилалкоголь ROH при определенных условиях может выделять воду и образовывать а-метилстирол: С = СН2+Н20 , а образующийся на первой стадии радикал RO может превращаться в ацетофенон с вьщелением метилового радикала: о-(-СНз Рис. 7.3. Зависимость периода полураспада т пероксида дикумила от температуры Г RO-RO-2RO: Здесь R есть Затем идет отщепление атома водорода от молекулы ПЭ с образованием макрорадикала и кумилалкоголя: -СН,--СН,-Сн-СНг- -I-ROH. RO-I-СНг-СНг-240 Метиловый радикал, отщепляя водород в основной цепи, образует реакционноспособный макрорадикал и метан как побочный продукт. Таким образом, наличие в изоляции а-метилстирола будет ухудшать диэлектрические параметры tgS, а вода и метан будут способствовать образованию в ней Микропустот. Следует также отметить, что на процесс сшивания заметное влияние оказывает структура основной цепи, так как способность • атома водорода отщепляться от главной Цепи зависит от его положения в ней, а наличие полярных фупп в основной цепи ведет "к захвату радикалов и уменьшает Способность полимера к сшиванию. Хотя при повышении температуры химические реакции. Ускоряются, что вызывает желание ускорить процесс вулканизации увеличением температуры, к этому надо подходить Осторожно и применять это надо только после тщательных исследований свойств готового продукта. Связано это с тем, то имеются данные исследований, свидетельствующие о снижении эффективности сшивания при высоких температурах [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [ 39 ] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] 0.0009 |