
|
|
|
Главная Производство кабелей [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [ 40 ] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] 20 f.MUH Рис. 7.4. Влияние температуры (°С) и длительности сшивания т на относительное удлинение при растяжении 8 (рис. 7.4), что объясняется хи-мическими реакциями, веду, щими к уничтожению при этих температурах макрорадикалов. Кроме того, с увеличением температуры увеличивается концентрация а-метилсти-рола и воды в изоляции. Многочисленными исследованиями показано, что в полимерной изоляции содержатся микропустоты. Обычно их размер не превышает 6- 7 мкм при среднем размере около 2 мкм и не зависит от способа сшивания, в то время как количество их определяется способом сшивания. Кроме того, встречаются и пустоты размером более 10-30 мкм, количество которых возрастает как с увеличением давления, так и с увеличением длительности вулканизации. Таким образом, несмотря на неоднозначные результаты исследования влияния этих пустот на образование триингов и срок службы кабелей, это явление нельзя не учитывать при разработке технологии. В табл. 7.1 приведены ориентировочные данные количества микропустот и влаги в изоляции, изготовленной по различным технологиям. В целом же кабели со сшитой изоляцией характеризуются гораздо более высокой надежностью, чем кабели с термопластичной изоляцией; например, анализ отказов силовых кабелей на напряжение 5-30 кВ в США и ФРГ, которые в числе первых стали применять кабели с изоляцией из сшитого ПЭ, показывает, что интенсивность отказов кабелей со сшитой изоляцией примерно в 5-10 раз ниже, чем интенсивность отказов кабелей с термопластичной изоляцией. Кабельная линия непрерывной вулканизации для переработки ПЭ, содержащего пероксид, включает экструдер с длиной червяка от 12 до 20 его диаметра и камеру вулканизации. Температура расплава в экструдере определяется типом применяемого пероксида, и при использовании пероксида дикумила во избежание преждевременной вулканизации в экструдере не должна превышать 130-135° С. Существует несколько разновидностей конструктивных исполнений вулканизационной камеры, определяющих особенность технологии вулканизации. Самые первые агрегаты, имеюшие и в настоящее время наибольшее распространение, осуществляют вулканизацию в среде перегретого пара высокого давления. 242 Таблица 7.1. Количество мвкропустот н влаги в сшитов полнмервой изол:
Кабель с экструдированным покрытием через специальный телескопический затвор вводится в вулканизационную камеру, представляющую собой трубу с теплоизоляцией диаметром 100-200 мм. Давление пара в трубе достигает 2 МПа, что соответствует его температуре 213° С. Охлаждение производят в воде, длина вулканизащюнной трубы равна 100 м, а общая длина ЛКНВ, расположенной горизонтально, составляет 70-150 м. При диаметре кабеля более 6 мм из-за его провисания и касания изоляции о стенку трубы, что может привести к повреждению изоляции, применяют так называемые наклонные ЛКНВ с трубой вулканизации в форме свободно висящей цепи или вертикальные агрегаты, располагаемые в башне высотой от 30 до 80 м. Недостатками парового способа вулканизации являются большая длина агрегата, относительно низкая скорость вулканизации и образование микрополостей в изоляции, заполненных влагой из-за диффузии в расплавленный полиэтилен водяных паров, которая происходит особенно интенсивно при высоком давлении. Этих недостатков нет у относительно новых, так называемых «беспаровых» процессов вулканизации. Вулканизацию проводят в среде инертного газа (обычно азота) под давлением, препятствующего окислению ПЭ; требуемая температура создается благодаря поглощению кабелем инфракрасного излучения стенок трубы, нагреваемой в результате пропускания по ней электрического тока до 350-450° С, при этом температура поверхности кабеля составляет 250-300° С. Длина участка Нагрева составляет 15 м, а охлаждения - около 50 м; для охлаждения используют либо также газовую среду, либо воду. Обычно участок нагрева состоит из нескольких зон, надеваемых отдельно друг от друга током в несколько тысяч ампер от трансформатора с вторичным напряжением не более 12 В. При интенсификации нагрева производительность Возрастает по сравнению с паровой вулканизацией на 30-70%, сокращается длина агрегата и уменьшаются количество и раз. мер микропустот в изоляции. При длине трубы 100 м скорость изолирования жилы сечением 150 мм достигает 60 м/мин, при этом производительность экструдера равна 270 кг/ч длительность вулканизации-25 с, а охлаждения - 70 с. Другим видом беспаровой технологии является вулканизация в среде жидкого теплоносителя, в качестве которого используют либо кремнийорганическую жидкость, либо эвтектическую смесь водорастворимых неорганических солей (53% нитрата калия, 7% нитрата натрия и 40% нитрита натрия). Эта смесь плавится при 142-150° С и может быть даже нагрета до 540° С. Вулканизацию проводят при 150-250° С и давлении около 2 МПа. Преимуществом этого способа является то, что кабель как бы плавает в теплоносителе, и вероятность повреждения его о стенку уменьшается. Модификацией этого способа является вулканизация в трубе длиной 12-15 м, являющейся продолжением матрицы: в зазор размером 0,2-0,1 мм между стенкой трубы и изоляцией кабеля под давлением 0,4-0,6 МПа нагнетают кремнийорганическую жидкость или расплавленную смесь солей, которая выполняет роль смазки и теплоносителя, передавая теплоту от стенок трубы, нагреваемых до 270350° С. Ускорить процесс сшивания благодаря интенсификации нагрева изоляции можно путем предварительного нагрева жилы примерно до -Ь200° С. Еще одной разновидностью процесса является прщленение гранул ПЭ, не содержапщх пероксид; последний в жидком виде при помощи специальной дозирующей системы подается в цилиндр экструдера непосредственно в процессе наложения изоляции. Преимущества способа-снижение затрат на материалы и облегчение пуска и остановки экструдера, так как при этом пероксид в него можно не подавать, а недостатками являются увеличение стоимости оборудования и взрывоопас-ности. 7.3. СШИВАНИЕ ЧЕРЕЗ ПРИВИТЫЕ ОРГАНОФУНКЦИОНАЛЬНЫЕ ГРУППЫ Сущность процесса заключается в следующем. К макромолекулам ПЭ прививают органофункциональные группы, в качестве которых применяют органофункциональные силаны: о -сн, СН2 = СН-51-о-CHj, о -сн. винилтриметоксисилан о-CHj-CH, ВИНИЛТрИЭТОКСИСИЛаН СНг=СН -Si -о -CHj-сн, о -СНг-СНз винилтрис (Р-метоксиэтокси) силан о -CHj-СНг-о -СНз I СН2 = СН -Si-О-CHz-СНг-О-СН, . I О -СН2-СНг-о-СИ, Эти вещества выбирают потому, что группы, показанные слева от Si, при определенных условиях могут легко присоединяться к макромолекуле ПЭ, а группы, показанные справа, легко подвергаются гидролизу. Прививку органофункциональ-ных групп осуществляют обычно в присутствии небольшого количества пероксида дикумила при 160-170° С по реакции оси, ООН, лвроквКА СНг + СН2=СН -51-ООН, ОСНз CHz-CHj-СИ, -51 - ОСИ, , СНг 0С«, В присутствии воды происходит гидролиз привитых макромолекул по органофункциональным группам и последующее сшивание, что ускоряется присутствием катализатора (дилауратидибутилолово): С»2 ОСНз СИ» OCHj I 1 1 I 2СН-CHj-CHjt-SI-OCH.+ZHjO -♦ZCH-GHz-CHj-SI-OH +ZCH3OH-* II i I CHz 0CH3 cHz оси, , СНг оси, ОСН, CHj > i 11 I -»CH -CHj-GHz-SI-0-SI-CHj;-CHj-CH +ZCH,OH+N0 . i 11 I CHj оси, ОСН, CH2 Таким образом, на образование одной поперечной связи] израсходована одна молекула HjO, при этом образовались две молекулы СН3ОН. Следует отметить, что связь Si-О--Si очень стабильна, так как энергия связи составляет 780 Дж/моль, что заметно выше, чем у связи С-С (630 Дж/моль), образующейся при пероксидном и радиационном сшивании. Заметим также, что поскольку у каждого атома Si имеется по три реакционноспособных группы, то в каждом узле ошивки может быть соединено до шести макромолекул ПЭ, что отражается на механических свойствах (при пероксидном и радиационном сшивании соединяются только по две макромолекулы). Для протекания реакции сшивания требуется обеспечить поступление молекул воды к полифункциональным группам, что осуществляется благодаря диффузии воды в ПЭ, поэтому скорость реакции сшивания будет зависеть как от коэффициента диффузии, так и от геометрических размеров кабеля (прежде всего, от толщины изоляции). На рис. 7.5 показано изменение гель-фракции ПЭНП от времени сшивания в различных условиях (различный коэффициент диффузии), а на рис. 7.6 дана зависимость длительности сшивания в воде при +100° С ПЭНП от толщины изоляции [45]. Ориентировочно длительность сшивания t, ч, можно определить по формуле (7.1) где А-толщина изоляции, м; W-относительная влажность, %; к-постоянная диффузия, которая для ПЭНП при температурах 95, 90, 75 и 20° С соответственно равна 1,2; 1,0; 0,8 и 0,1-10 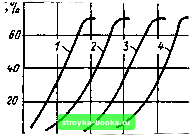 20 10 5 0,1 1 10 100 t,4 Рис. 7.5. Зависимость гель-фракции Г в привитом ПЭ (толщина 2 мм) от длительности контакта с влагой: / - вода при 80° С; 2-то же при 60° С; 3 - воздух при относительной влажности 90%, 40° С; 4 - нормальные атмосферные условия, 20° С 2 4 6 <?4,мм Рис. 7.6. Зависимость длительности сщивания т от толщины изоляции А Готовая композиция, содержагцая как привитой полиэтилен, так и катализатор сшивания, как видно из рис. 7.5 (кривая 4), не подлежит хранению свыше нескольких часов, так как даже влаги, имеющейся в воздухе и в ПЭ, достаточно для протекания реакции сшивания. Поэтому разработано несколько специальных технологических схем, позволяющих реализовать этот способ на практике. По первому способу на первой стадии приготовляют привитой ПЭ и концентрат катализатора сшивания и антиоксиданта с полиэтиленом; обычно эта стадия выполняется на химическом заводе. Оба компонента хранят отдельно и смешивают только, перед экструзией; на следующей стадии производят смешение двух компонентов в соотношении 95:5, экструдируют и сшивают изоляцию. Этот способ, впервые предложенный фирмой Dow Coming под названием Sioplas Е (патент США № 3.646.155 от 29.02.1972), называют двухстадийным процессом; схема его представлена на рис. 7.7. Привитой ПЭ нужно хранить упакован- /шаВшг  стаоияизирооаннот Пероксид Силам Смешение Экструзия Катализатор сшивания Антиоксидант \ Смешение Экструзия Прививка Гранулирование и упаковка Гранулы привитого ПЭ Гранулирование и упаковка Гранулы концентрата катализатора - Пстадия \ S частей 35 частей Холодное смешение Экструзия изоляции I Сшивание во благе Рис. 7.7. Схема двухстадийного процесса изготовления изоляцю? из сшитого полиэтилена (метод Sioplas Б) [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [ 40 ] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] 0.0008 |