
|
|
|
Главная Развитие оптической связи [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [ 46 ] [47] [48] [49] [50] [51] [52] [53] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] 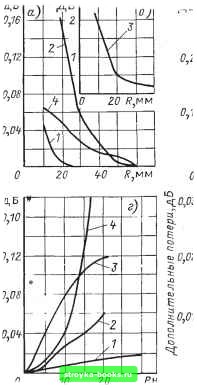
0 zn 4-Jt 5P,pa9 Угол относительного закручивания Рис. 6.12. Зависимость дополнительных потерь оптического сигнала: а и б-от радиуса изгиба; в-от продольных растягивающих усилий; г-от силы поперечного сжатия; д-от угла осевого закручивания; I, 2-кварцевые ОВ; 3 - многокомпонентное ОВ; 4 - полимерное ОВ ГЛАВА СЕДЬМАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ВОЛОКОН и КАБЕЛЕЙ 7.1. ОБЩАЯ ТЕХНОЛОГИЧЕСКАЯ СХЕМА ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ КАБЕЛЕЙ Технологический процесс изготовления ОВ и ОК разрабатывают исходя из требований точного исполнения конструктивных решений и наименьшего влияния на параметры ОВ, а также экономической целесообразности работ. Общая технологическая схема включает изготовление заготовок, вытяжку ОВ из этих заготовок, нанесение на ОВ защитных покрытий, скрутку ОВ, наложение защитных покровов. В зависимости от типа ОВ и ОК операции могут быть изменены, исключены или дополнены другими. Технология изготовления опорных кварцевых труб. Опорные кварцевые трубы (ОКТ) являются важным исходным компонентом для изготовления кварцевых заготовок методом MCVD (см. далее). ОКТ изготовляют из различных видов сырья по одностадийной или двухстадийной технологии (рис. 7.1). Одностадийный процесс обеспечивает наилучшие геометрические характеристики изготовляемых труб, но, как и процесс контактного двухстадийного формирования труб, не обеспечивает высокой прочности кварцевого стекла ОКТ ввиду его загрязнения частицами материала дорна установки контактного формирования трубы. Наибольшее распространение получил двухстадийный процесс производства ОКТ из натурального стекла с использованием метода бесконтактного формирования трубы, имеющий достаточно высокие технико-экономические показатели. Натуральный кВарц {горный хрусталь) Синтетические кристаллы нварьа Тетрахлорид кремния Очистка и подготовка сырья Одностадийный (непрерыбный) процесс Расплаблечие сырья (газовая или электрическая печь) Двухстадийный процесс I Наплабление длока (газовая или электрическая печь)
Наплавление Jjioko, (плазменная или газовая горелка) Механическая обработка, очистка и контроль блока. Контактная или бесконтактная (метод подобия) перетяжка блока в электропечи Опорная кварцевая труба Рис. 7.1. Перечень основных технологических операций производства ОКТ Изготовленные на его основе ОКТ выпускают диаметром 8-24 мм с радиальной толщиной стенок 1-1,6 мм. Допуск на радиальную толщину стенки для лучших образцов ОКТ колеблется от ±0,2 до ±0,4 мм. Длина ОКТ может составлять 1-2,5 м. Допуск на радиальную толщину стенки в значительной степени определяет точность изготовления заготовки с заданным профилем показателя преломления заготовки. Технология изготовления кварцевых заготовок. Изготовление кварцевых заготовок осуществляют различными технологическими методами, в основе которых лежат метод жидкой фазы, парофазная техника и золь-гель-процесс. Метод жидкой фазы в основном используют для изготовления многокомпонентных ОВ с диаметром сердцевины 250 и 400 мкм и числовой апертурой более 0,5 с коэффициентом затухания *3-20 дБ/км. К методам жидкой фазы относят: методы тигля, слоистого расплава, двойного тигля, обменной диффузии, модифицированный метод обменной диффузии «фазил», ионного обмена. Метод тигля основан на расплавлении тщательно очищенных материалов в тигле. При этом образуется гомогенное свободное от пузырьков стекло. Плавление стекла ведут в кварцевом тигле в электропечи или с помощью высокочастотного индуктора, что уменьшает диффузию материала тигля в расплав стекла. Внутрь печи подают осушенные газы, которые снижают в расплаве содержание гидроксильных групп и ионов металлов примесей. Окончательно гомогенизированный и очищенный расплав стекла охлаждают до температуры, при которой возможно непосредственное вытягивание стержней с поверхности расплава. Стержни имеют диаметр 5-10 мм. Затем стержень, играющий роль сердцевины, помещают внутрь трубки заготовки, служащей для образования оптической оболочки. Полученную конструкцию можно использовать для вытяжки ОВ. При этом способе внимание уделяют состоянию границы раздела «стержень-трубка». Этим методом, получившим название метода «пруток в трубке», можно получать заготовки не только для кварцевых, многокомпонентных ОВ, но и заготовки для получения ОВ типа Panda. Можно получить заготовку протягиванием счержня из многокомпонентного стекла через расплав стекла, образующего оптическую оболочку. Таким образом, получают ступенчатый профиль показателя преломления. Для изготовления заготовок из многокомпонентных стекол можно применять метод слоистого расплава. При этом методе заготовка вытягивается из двухслойного расплава, в котором материал оболочки плавает на материале сердцевины в глад-костенном тигле. Поскольку одно стекло по существу плавает на другом, не смешиваясь, метод слоистого расплава исполь- [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [ 46 ] [47] [48] [49] [50] [51] [52] [53] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] 0.0009 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||