
|
|
|
Главная Развитие оптической связи [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [ 50 ] [51] [52] [53] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] Лс6,дБ/км Рис. 7.4. Зависимость дополнительных - - потерь в одномодовом ОВ на Х-\,55 мкм от температуры в печи установки вытяжки: Д-заготовка с сердцевиной GeOj-SiOj и оболочкой из SiOj; О-заготовка с сердцевиной из SiOj и оболочкой из F-SiOi 2,5 2,0\-1,5\- -A-л-8= I-л- I 1800 1900 2000 2100 Печь с использованием ВЧ-нагрева содержит графитовый цилиндрический нагреватель, расположенный внутри индукционной кадушки. Индукционная катушка находится внутри защитного кожуха в атмосфере инертного газа (азота или аргона). Графитовый цилиндр выполняют из очень чистого материала. Инертный газ тщательно очищают от кислорода и воды. Предпочтительным является азот вследствие большой электрической прочности. Преимущество ВЧ-нагрева заключается в простоте нагревательной печи, стабильности источника тепла и простоте ее обеспечения (ток в графитовом нагревателе можно регулировать с точностью до 1%). Необходим тщательный контроль нагрева заготовки в печи, особенно при вытяжке ОВ с фторированной оптической оболочкой (рис. 7.4). Температура в печи влияет на усилие вытяжки и, следовательно, на профиль показателя преломления вследствие явления фотоупругости. Распределение остаточных напряжений о по радиусу г в одномодовом ОВ (рис. 7.5) зависит от усилия вытяжки (рис. 7.6). При больших усилиях вытяжки Ро в показатель преломления сердцевины уменьшается (рис. 7.7), что приводит к возрастанию потерь. Уменьшить возникающие остаточные напряжения можно путем подбора соотношения вязкостей оптической оболочки и сердцевины р. Для одномодового ОВ с кварцевой сердцевиной и фторированной оболочкой р = 0,11. Возникающие ] ОВ оЬтаточные напряжения можно уменьшить путем отжига при температуре 1000° С в течение 10 мин. На возникновение остаточных напряжений в стекле могут влиять условия охлаждения ОВ. Точный расчет скорости охлаждения ОВ достаточно сложен [63]. Однако в упрощенном виде расстояние между выходным отверстием печи и входным отверстием узла для нанесения ПЗП (JL) можно рассчитать, используя эмпирическую формулу L = v/\,25, где v-скорость вытяжки ОВ, м/с. При скорости вытяжки более 4 м/с L достигает 4 м. Для уменьшения L применяют принудительное охлаждение ОВ газом. В этом случае [64, 65] 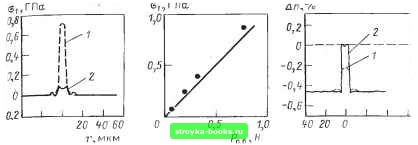 w го о Рис. 7.5. Зависимость остаточного напряжения в одномодовом ОВ с кварцевой сердцевиной и фторированной оптической оболочкой от радиуса ОВ: /-усилие вытяжки 0,85 Н; 2-усилие вытяжки 0,05 Н Рис. 7.6. Зависимость остаточного напряжения в одномодовом ОВ с кварцевой сердцевиной и фторированной оптической оболочкой от усилия вытяжки L = kL~;-xi;. 20 W БО г, мкм Рис. 7.7. Зависимость относительного показателя преломления одномодового ОВ с кварцевой сердцевиной и фторированной оптической оболочкой от радиуса ОВ: 1-усилие вытяжки 0,85 Н; 2-усилие вытяжки 0,05 Н (7.1) где -коэффициент пропорциональности, зависящий от единицы измерения; р-плотность кварца в единичном сечении ОВ для кварцевого стерла р=2,2 г/см ; Ср = 1047 Дж /(кг • °С) - удельная теплоемкость; 2=125 мкм-диаметр световода; С, = 26,8 • 10 " Вт/(см • °С) - коэффициент теплопроводности; © = In (Гз - T„)/{Ti - Го); Гз и Ti -температура на входе и выходе охлаждающего устройства; Го-температура окружающей среды. При отсутствии охлаждающего устройства ГгГ-температуре размягчения стекла и Г1 = Г-температуре узла нанесения ПЗП. Система измерения диаметра ОВ основана на использовании лазера (метод лазерного сканирования), который обеспечивает точность +0,5 мкм измерения даже при вибрации ОВ. Узел нанесения первичного защитного покрытия на ОВ позволяет наносить полимерный материал на поверхность ОВ. Слой ПЗП должен быть концентричным, постоянным по толщине, не иметь посторонних включений. Требования к геометрическим параметрам ПЗП во многом определяют конструкдаю узла нанесения ПЗП (рис. 7.8). Рабочая камера, в которой находится материал ПЗП, заканчивается фильерой. Фильера обычно имеет коническую форму (рис. 7.9). Расчет конуса фильеры важен, так как она определяет качество ПЗП (сплошность, эксцентриситет и пр.). Если принять, что жидкий материал ПЗП удовлетворяет требованию к несжимаемой жидкости, то ее поведение при 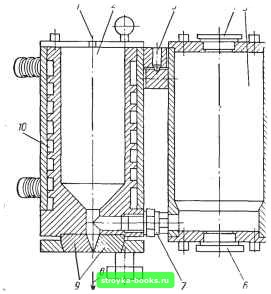 Рис. 7.8. Конструкция узла нанесения ПЗП: /-ОВ; 2-рабочая камера для материала ПЗП; 5-стопор; 4-заглушка сливного отверстия; 5-резервная камера для заполнения и хранения материала ПЗП; 6-заглушка сливного отверстия; 7-штуцер подвижного соединения камер 2 и J; 8-направление движения ОВ; 9-матрица; 10-каналы водяного охлаждения течении вдоль оси может быть выражено с помощью уравнения Лапласа в цилиндрических координатах: (7.2) где -скорость жидкости. С учетом граничных условий можно определить для цилиндрической фильеры толщину покрытия с помощью уравнения (7.3) где Лц-толщина жидкого ПЗП; Ъ-радиус световода; - радиус фильеры. Из (7.3) следует, что толщина покрытия не зависит от скорости вытяжки ОВ и от вязкости материала ПЗП. Имеется слабая зависимость толщины покрытия от диаметра ОВ (рис. 7.10). В цилиндрической фильере центрирующие усилия незначительны, поэтому для нанесения покрытия на ОВ применяют конические фильеры, потоки жидкости в которых [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [ 50 ] [51] [52] [53] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] 0.0009 |