
|
|
|
Главная Развитие оптической связи [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [ 52 ] [53] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] печей в зависимости от скорости вытяжки может достигать трех, точность поддержания температуры +2° С. УФ-печь применяют для отверждения эпоксиакрилатов, кремнийорганических компаундов и уретанакрилатов. Полимеризация осуществляется в атмосфере азота, что в значительной мере ускоряет весь процесс. Измеритель диаметра по ПЗП аналогичен измерителю диаметра ОВ. Тяговое устройство ременного типа обеспечивает постоянство скорости с точностью 0,5%. Система испытания ОВ на механическую прочность предназначена для выявления механических дефектов О В по всей его длине. Принцип действия заключается в перемотке ОВ при заданном напряжении. Это напряжение можно создать путем при;ДОжения к ОК растягивающей нагрузки или одновременно растягивающей и изгибающей нагрузок. В первой конструкции ОВ проходит через четыре секции, в каждой из которых размещены в одной плоскости три ролика (рис. 7.2, поз. 10). Плоскости расположения роликов сдвинуты относительно друг друга на некоторый угол. Средний из/каждых трех ролинов подвижен и перемещается по плоскости, шгибая ОВ и создавая некоторое натяжение. В ОВ возникают напряжения изгиба (в большей степени) и растяжения (в меньшей степени). Изменяя положение среднего ролика, а также диаметры роликов, можно обеспечить требуемое усилие в ОВ. Система снабжена датчиками, сигнализирующими об обрыве ОВ. Во второй конструкции (рис. 7.2, поз. И) ОВ проходит через систему из трех роликов достаточно большого диаметра, что обеспечивает значительные растягивающие и незначительно изгибающие нагрузки. Наличие ременных тяг на первом и третьем роликах и свободно перемещающегося по вертикали второго ролика, связанного с регулятором натяжения, обеспечивает ограниченную зону воздействия усилий на ОВ и его намотку на приемную катушку практически без натяжения. Третья конструкция представляет собой два легких алюминиевых ролика различного диаметра, связанных друг с другом приводным ремнем (рис. 7.2, поз. 12). Скольжение ОВ по роликам предотвращается с помощью прижимных ремней. Путем изменения разницы диаметров роликов достигают требуемого натяжения ОВ (от О до 1% теоретического значения прочности кварцевого ОВ). Данная конструкция может работать одновременно и как тяга. Четвертая конструкция похожа на предьщущую, но в отличие от нее ролики имеют одинаковый диаметр и каждый снабжен индивидуальным приводом. Разница скоростей вращения роликов обеспечивает требуемое натяжение от О до 3% теоретического значения прочности. Система испытания ОВ на механическую прочность может служить в качестве датчика натяжения ОВ при его вытяжке. Допустимое натяжение не должно превьппать 0,1 Н. Технология и оборудование для изготовления ОВ с кварцевой сердцевиной и полимерной оптической оболочкой. Технологическая схема изготовления ОВ с кварцевой сердцевиной и полимерной оптической оболочкой включает в себя следуюгцие операции: разогрев заготовки в печи, вытяжку ОВ, нанесение на волокно кремнийорганического компаунда в качестве светоотражаюхдего слоя, полимеризацию компаунда в печи, нанесение защитного полимерного покрытия, укладку ОВ иа приемную катушку. Схема установки для вытяжки ОВ представлена на рис. 7.14. Установка для вытяжки снабжена автоматизированными системами регулировки толщины оптической оболочки, толщины защитного полимерного покрытия и диаметра кварцевой сердцевины, устройством контроля механической прочности ОВ и пр. 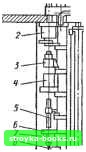 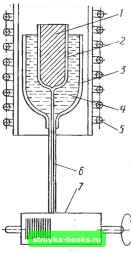 Рис. 7.15. Схема установки для вытяжки ОВ методом двойного тигля: / - материал сердцевины; 2- внутренний ти1«ль; 3-внешний THrejH.; 4-материал оптической оболочки; 5-печь; 6-ОВ; 7- приемное устройство Рис. 7.14. Схема установки для вытяжки ОВ с кварцевой сердцевиной и полимерной оптической оболочкой: I-заготовка; 2-механизм передачи; 3-горелка; 4-датчик диаметра; 5-трубчатый холодильник; 6-пусковое тяговое устройство; 7-фильера для нанесения оптической оболочки; S-инжектор; Р-печь полимеризации оптической оболочки; УО-измеритель диаметра; 11-экструдер для нанесения подамерной защитной оболочки; /2-тяговое устройство с испытанием ОВ на изгиб с натяжением; 13-приемное устройство Технология и оборудование для изготовления ОВ из многокомпонентного стекла. ОВ из многокомпонентного стекла можно изготовлять на установке, рассмотренной в § 7.4, а также методами двойного тигля (рис. 7.15) и «стержень в трубке». Тигли изготовляют из чистой платины или ее сплавов. Для внутреннего тигля можно использовать чистый кварц. Оба тигля сужаются книзу к концентрическим фильерам, из которых стекла вытягиваются в ОВ. Двойной тигель нагревается электропечью до температуры плавления обоих стекол. При диаметрах фильер 0,5 и 3 мм диаметры- сердцевины и оптической оболочки ОВ составляют 10-20 и (70-100 мкм. С помощью методов двойного тигля и «стержень в трубке» можно изготовлять ОВ с градиентным и ступенчатым профилями показателя преломления. Градиентный профиль получают методом ионного обмена между материалами сердцевины и оболочки. Из-за большой вязкости стекла при температуре вытяжки ОВ процессы неконвективного обмена между слоями затруднены, а подвижность ионов обычно обратно пропорциональна их валентности. Диффузия трех- и четырехвалентных ионов столь незначительна, что почти никаких данных на этот счет не существует. Однако ею нельзя полностью пренебречь даже при диффузии на очень малые расстояния, имеющие место в одномодовых ОВ. При вытяжке ОВ со ступенчатым профилем показателя преломления следует избегать в составе стекла одновалентных ионов (ионы щелочных металлов, таллия и меди). Среди одновалентных ионов ионы таллия оказывают существенное влияние на показатель преломления, поэтому его можно рекомендовать при получении ОВ из многокомпонентного стекла с градиентным профилем показателя преломления. При использовании метода двойного тигля наилучшие результаты получены при применении натрий-боросиликатного стекла с добавками таллия в качестве сердцевины (внутренний тигель) и чистого натрий-боросиликатного стекла в качестве оптической оболочки (внешний тигель). Скорость вытяжки ОВ достигает 2,8 м/с. Технология и оборудование для изготовления ОВ с полимерными сердцевиной и оптической оболочкой. Метод экструзии. В общем случае технологическая цепочка включает в себя два экструдера, расположенных последовательно друг за другом. Первый из них изготовляет сердцевину, а второй накладывает оптическую оболочку. Разработаны технологические схемы использования двушнековых экструдеров со специальной головкой. Температура В головке экструдера зависит от вида перерабатываемого материала и может колебаться [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [ 52 ] [53] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] 0.001 |