
|
|
|
Главная Развитие оптической связи [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [ 53 ] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] от 180 до 280° С. Метод высокопроизводительный, но связан с применением для изготовления ОВ гранулированных высокочистых материалов, оборудования из нейтральных сплавов и полного удаления летучих компонентов в процессе экструзии. Плунжерный метод. В качестве исходного материала можно использовать гранулят или сплошную заготовку, по форме и размеру соответствующую цилиндру. Цилиндр нагревают и сердцевину ОВ выдавливают с помощью плунжера через фильеру. Оболочку наносят пропусканием сердцевины через расплав или раствор соответствующего материала. Вытяжку ОВ можно осуществлять методами, рассмотренными в § 7.4, из заготовок, полученных путем обменной диффузии. ГЛАВА ВОСЬМАЯ ТЕХНОЛОГИЯ И ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ КАБЕЛЕЙ 8.1. ТЕХНОЛОГИЯ И ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ КАБЕЛЕЙ ТИПА I И II Технологические операции по изготовлению ОК выполняются при поступательном (осевом) перемещении элементов кабеля через машину или агрегат. Благодаря одинаковому диаметру ОВ или скрутке из ОВ по длине имеется возможность непрерывного наложения полимерной оболочки заданной толщины. Последовательность технологических операций кабельного производства должна обеспечивать получение кабеля заданной конструкции с заданными оптическими или физико-механическими свойствами, нормированной строительной длины и гарантированной надежности. Различие в конструкциях кабельных изделий обусловливает различную последовательность технологических процессов и оцераций. Наложение ПЗО и ТЗО на ОВ проводят с помощью экструзионных линий с. диаметром шнека 25-32 мм (рис. 8.1). В некоторых случаях вместо ПЗО из экструдируемых материалов используют специальные УФ-отверждаемые акрилатные полимеры, наносимые протягиванием ОВ через фильеру. Технические данные применяемого материала приведены в табл. 3.3. Для скрутки ОВ и ПЗО применяют крутильные машины клетьевого, дискового типов или разнонаправленной скрутки (-SZ-cKpyTKH, реверсивной скрутки) (рис. 8.2-8.4). Крутильные машины позволяют точно регулировать натяжение каждого ОВ в пределах от 0,3 до 5,0 Н с помощью систем механического 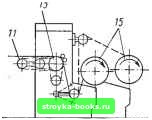 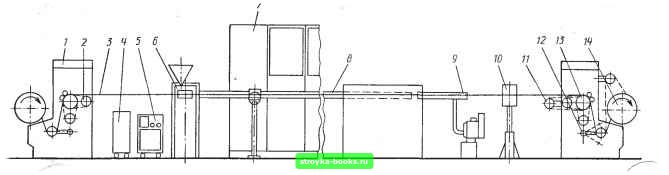 Рис. 8.1. Схема экструзионной линии для наложения полимерной защитной оболочки на ОВ: /-отдающее устройство; 2-толкающее устройство с компенсатором; 3-ОВ; 4-устройство для вакуумирования головки; 5-устройство для гидрофобного заполнения ТЗО; 6-экструдер; 7-шкаф управления; S-ванна охлаждения; 9-обдув воздухом; 10-измеритель диаметра; - узел для испытания механической прочности ОВ по всей длине; 12-компенсатор; U-тяговое устройство; 14-приемная катушка; 15-сдвоенные приемные катушки 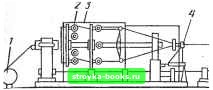
 Рис. 8.2. Схема клетьевой однофонарной крутильной машины: j-отдающей устройство для сердечника ОВ; 2-тяговое (толкающее устройство); 5-фонарь крутильной машины; 4-розетка; 5-лентообмотчик; 6-тяговое устройство; 7-синхронизатор; 8-приемное устройство 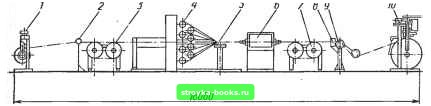 Рис. 8.3. Схема крутильной машины дискового типа: 1 - отдающее устройство; 2-направляющие ролики; 3-тяговое (толкающее) устройство; 4-дисковая крутильная машина; 5-розетка; 6-лентообмотчик; 7-тяговое устройство; S-счетчик длины; 9-синхронизатор; 10-приемное устройство 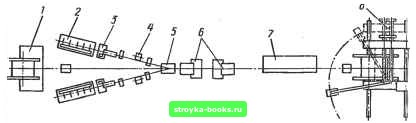 Рис. 8.4. Схема машины разнонаправленной скрутки в профилированный сердечник: 1-отдающее устройство для сердечника; 2-60 отдатчиков для ОВ (по 30 с каждой стороны); 3-тяговые устройства; 4-фотоэлементы контроля целостности ОВ; 5- крутильная головка; б-обмотка скрепляющей нитью; 7-тяговое устройство; 8-приемное устройство типа или электронных следящих устройств. Машины оснащены ЭВМ, управляющей всем технологическим процессом. Разработаны машины с синхронно вращающимися отдающим устройством для сердечника и приемным устройством. Отдающие устройства для ОВ неподвижны и расположены симметрично с каждой стороны от продольной оси машины под некоторым углом. При наложении на ОВ ТЗО, а также защитных оболочек на скрутку из ОВ желательно заполнить имеющиеся промежутки W 165 [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [ 53 ] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] 0.0012 |