
|
|
|
Главная Развитие оптической связи [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [ 54 ] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] гидрофобным материалом для защиты от проникновения воды и выравнивания давления внутри ОК при воздействии внешних сил. Наложение защитной полимерной оболочки проводят на экструзионных линиях с диаметром шнека 45 мм и более. 8.2. ТЕХНОЛОГИЯ И ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ КАБЕЛЕЙ ТИПА III Ленточная конструкция ОК может быть изготовлена методами экструзии, контактно-тепловой сварки или склеивания ОВ друг с другом в продольном направлении акрилатным лаком, полимеризующимся под воздействием УФ-излучения. В последнем случае ОВ сматывают с отдающих катушек с контролируемым натяжением, проводят через встроенный в линию *узел окраски и через ряд направляющих, выравнивающих волокон относительно друг друга в одной плоскости. Затем ОВ проводят через узел, в котором на них накосят лак, заполняющий промежутки между волокнами, и размещают их между двумя полимерными лентами. Лак полимеризуется под воздействием УФ-излучения и ленты удаляют. Скорость изготовления достигает 1000 м/мин. При этом можно изготовлять за один проход несколько ленточных оптических проводов. Можно изготовление ленточного ОК проводить без использования полимерных лент. При скрутке ленточных элементов в ОК (см. § 5.2) оси ОВ находятся под углом 40-45° к оси ОК. Поэтому при наложении растягивающих нагрузок в ОВ будут возникать не- только растягивающие, но и изгибающие усилия и усилия сдвига. 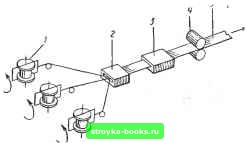 пред- Рис. 8.5. Схема изготовления ЛЭ с варительной откруткой ОВ: I - отдающее устройство ОВ с подкруткой; 2- экструдер; 3-охлаждающее приспособление; 4- калибрующие ролики; 5-ЛЭ о 1 2 3 Ч 5 Пов Номер оптического волокна Рис. 8.6. Сравнение рассчитанных значений напряжений сдвига в ОВ ЛЭ: 1-без предварительной открутки; 2-с предварительной откруткой Если в ОВ имеется дефект-трещина, которая теоретически имеет форму эллипса, то коэффициент концентрации напряжения в этом случае зависит в значительной степени от угла между основной осью эллипса и направлением приложения нагрузки. Для уменьшения напряжения сдвига, которое зависит от степени закручивания ОВ, предложен метод предварительной открутки ОВ при операции изготовления (рис. 8.5) ЛЭ. На рис. 8.6 показано сравнение рассчитанных значений напряжений сдвига в ОВ ЛЭ с предварительной откруткой ОВ и без нее. 8.3. ТЕХНОЛОГИЯ И ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ КАБЕЛЕЙ ТИПА IV Профилированный сердечник изготовляют методом экструзии. Армирующий элемент поступает в головку червячного пресса с вращающейся матрицей. Матрица имеет специальные пазы, с помощью которых она соединена с приводом. В линии для изготовления профилированного сердечника его укладка может быть предусмотрена в контейнеры (бухту). Сердечник может иметь от 4 до 12 пазов. Диаметр сердечника 3-8 мм со стальным или неметаллическим армирующим элементом. Линейная скорость изготовления сердечника-до 100 м/мин. Шаг спиральной канавки (паз) от 100 до 200 мм. Спирали профилированного сердечника могут быть выполнены с переменным направлением, т. е. обеспечивать укладку ОВ с помощью машин разнонаправленной скрутки. Укладку ОВ в пазы профилированного сердечника проводят с помощью специальной головки, которая крепится к оси крутильной машины. Профилированный сердечник проходит с таким натяжением, чтобы в итоге получить заданный избыток ОВ в пазу сердечника. Усилие растяжения сердечника измеряет специальный датчик, установленный перед крутильной машиной. 8.4. ТЕХНОЛОГИЯ И ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ КАБЕЛЕЙ ТИПА V Для изготовления ОК типа V можно применять ОВ в ПЗП. Защиту от растягивающих нагрузок обеспечивают введением внутрь трубки высокопрочных синтетических нитей Или скруткой или оплеткой этими нитями вокруг трубки перед наложением внешней защитной оболочки из поливинилхлорида или полиэтилена. Трубчатая конструкция обеспечивает подвижность ОВ. к, Первичную трубку изготовляют на линиях, аналогич-Гных линиям с многокатушечным отдатчиком (рис. 8.1). 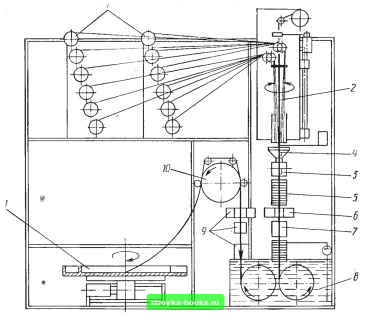 Рис. 8.7. Схема устройства вертикального типа для изготовления ОК типа V: 1-два отдающих узла на шесть катушек с ОВ каждый; 2-крутильная машина разнонаправленной скрутки с резервуаром для заполнения гидрофобным материалом пространства между скручиваемыми ОВ; 3-экструдер для наложения ТЗО; 4-устройство для заполнения ТЗО гидрофобным материалом; 5-воздушное охлаждение; б-контроль диаметра ТЗО; 7-экструдер для наложения внешней оболочки; охлаждающая ванна с водой; 9-сушка, маркировка и контроль диаметра; 10-тяговое устройство; 11 - тарелка для приема ОК Линию можно дополнять устройством ДЛЯ введения желеобразного заполнения. Обмотку трубки высокопрочными синтетическими нитями осуществляют на обычных обмоточных машинах. Оплетку нитями или при необходимости стальными проволоками проводят, на оплеточных машинах в основном челночного типа. Оплетка должна быть симметричной при одинаковом натяжении нитей или проволок. Наложение внещ-ней полимерной оболочки осуществляют с помощью экструдера с диаметром шнека 45 мм и более. Изготовление ОК типа V можно проводить с помощью установки, представленной на рис. 8.7. Здесь 12 ОВ скручивают с помощью реверсивной скрутки внутри трубки с двойной полимерной оболочкой, заполненной гидрофобным материалом. Прием ОК осуществляют в специальные тарелки. Вертикальное расположение установки позволяет существенно уменьшить занимаемую, площадь. [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [ 54 ] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] 0.0009 |