
|
|
|
Главная Развитие оптической связи [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [ 76 ] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] 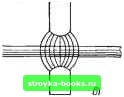  Рис. 11.12. Расположение волокон (/) и электродов (2) безопасности работы на этом устройстве имеется кожух. Габаритные размеры блока сварки 200 х 150 х 115 мм. На рис. 11.12 показано расположение волокон и электродов на сварочной плате. Генератор включает блок формирования электрического разряда с органами управления и блок электродов, соединенных между собой кабелем длиной 250 мм. Генератор питается постоянным током напряжением 12 В. Ток разряда 10-30 мА, время разряда в автоматическом режиме 1-15 с (дискретно через 1 с). Потребляемая мощность не более 135 Вт. Масса всего устройства 9,9 кг, с футляром 15,2 кг. Температура,°С 2000 1600 - 1200 - 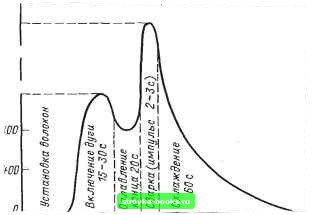 Время Рис. 11.13. Технологический процесс электродуговой сварки 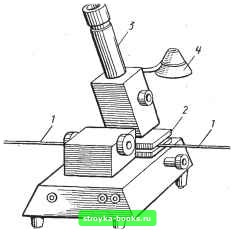 Рис. 11.14. Электросварочный агрегат: 1-волокна; 2-держатель волокон; 3-микроскоп; 4-освещение Технология сварки ОВ имеет следующие операции (рис. 11.13): установка волокон, включение электрической дуги температурой 1200° С на 15-30 с, сближение волокон h оплавление торцов 20 с, мгновенная сварка при температуре 1800° С (время 2-3 с), естественное охлаждение 60 с. Известны также переносные сварочные приборы для работы [а трассе в полевых условиях, состоящие из одной упаковки (рис. 11.14). Основные данные прибора следующие: электроды из вольфрама, микроскоп с увеличением 98, ток разряда 10-27 мА, регулировка времени сварки 0,5-15 с, потребляемая мощность до 50 Вт, напряжение питания 24 В, габаритные размеры 170 x300 x450 мм, масса 10 кг. Потери на сростке составляют 0,2 дБ. Прочность места сварки мало отличается от прочности целого волокна. 11.7. СВАРКА ОПТИЧЕСКИХ ВОЛОКОН КОМПЛЕКТОМ КСС-Ш В настоящее время широкое применение при строительстве волоконно-оптических линий связи получил комплект для сварки марки KCC-III (рис. 11.15) , который состоит из устройства для сварки ОВ, устройства РО-1 для резки ободочек ОВ, инструмента СО-2 для снятия защитных оболочек ОВ, инструмента ИР-] для скола ОВ и других вспомогательных устройств. Подготовку ОК к сварке начинают со снятия наружных оболочек с помощью устройства РО-1, которым делают поперечный, продольный и при необходимости спиральный надрезы.  5 16 Рис. 11.15. Комплект для сварки КСС-111: /-блок юстировки; 2-блок управления; 3-устройство для защиты места сварки; 4" микроскоп; 5-коробка; 6-инструмент для резки ОВ типа ИР-1; 7-устройство для резки оболочки ОВ (РО-1); 8-инструмент для снятия защитно-упрочняющей оболочки волокна СО-2; Р-зажим; 10-ключ, ролики в пакете; -нож, резец в пакете; /2 -отвертка; 13-катушка с леской капроновой; 14-насос; 15-ножницы, пинцет, ключ; 16 - элементы для зашиты места сварки С ЭТОЙ целью укладывают кабель необходимой длины в канавку ролика и обеспечивают врезание ножа в оболочку кабеля на определенную глубину. Потом, вращая устройство вокруг оси кабеля, производят поперечный надрез оболочки. Затем инструментом СО-2 снимают защитные оболочки - сначала специальными боковыми ножами удаляют модульную трубку, профилированными ножами с калиброванным отверстием снимают полиамидное покрытие, а затем при помощи тонких полимерных нитей (лески), охватывающих волокно,- слой, непосредственно примыкающий к волокну. Скол волокна производят инструментом ИР-1 методом управляемого разрыва: сначала наносят резцом дефект, а затем изгибают и растягивают волокно, изогнув подложку. Подготовленные к сварке ОВ сращивают электрической дугой в блоке юстировки и сварки комплекта КСС-1П, [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [ 76 ] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] 0.001 |