
|
|
|
Главная Развитие оптической связи [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] [ 77 ] [78] [79] [80] [81] [82] [83] [84] [85] [86] предварительно уложив их в V-образные канавки зажимов и зафиксировав их положение магнитными защелками. Смонтированный на каретке микроскоп МИР-3 перемещается из одного крайнего положения в другое, что дает возможность видеть юстируемую пару волокон последовательно в двух взаимно перпендикулярных плоскостях с увеличением не менее чем в 60 раз. Источник света с рассеивателем вмонтирован в блок электродов и обеспечивает контрастное изображение волокон в поле микроскопа. В блоке электродов установлены два вольфрамовых электрода с двусторонней заточкой, положение электродов регулируется. Блок электродов может перемещаться в трех координатах, это позволяет располагать электроды в плоскости юстируемых волокон, а также симметрично относительно волокна. Электронная схема блока сварки обеспечивает формирование электрического разряда, а также позволяет регулировать следующие параметры: ток оплавления и сварки, время горения дуги в режиме оплавления и сварки, скорость сдвига. Кроме того, в автоматизированном режиме обеспечивается с помощью теплового двигателя своевременный сдвиг волокон при сварке. Источником питания комплекта KCC-III может быть аккумулятор или другой источник постоянного тока напряжением 12 + 2 В с током нагрузки не менее 4 А. Комплект рассчитан на использование в палатках, под навесом, в подземных устройствах кабельной канализации при температуре окружающего воздуха от -10 до +40° С, относительной влажности, не превышающей 98% при температуре окружающего воздуха +20° С. При соответствующем навыке оператора и соблюдении правил эксплуатации комплект KCC-III обеспечивает сращивание градиентных ОВ с потерями не более 0,2 дБ. Для последующей заделки места сварки ОВ применяют комплект деталей для защиты места сварки (КДЗС). Комплект защиты места сварки ОВ включает также нагревательный элемент и специальное приспособление с захватами для волокон. Этот комплект перед сваркой предварительно надевают на левое ОВ, а после сварки волокон смещают в зону сварки и переносят в зону нагревательного элемента для термоусадки. 11.8. ОСОБЕННОСТИ СРАЩИВАНИЯ ОДНОМОДОВЫХ ВОЛОКОН Конструктивная особенность одномодовых волокон - очень малый размер сердцевины (порядка 8-10 мкм вместо 50 мкм у многомодовых), поэтому необходимо очень точно юстировать сращиваемые волокна и прежде всего по диаметру сердцевины.
Рис. 11.16. Радиальное смещение сердцевин волокон (/) при равенстве диаметров их оболочек (2) Может оказаться, что при одинаковых наружных диаметрах соединяемых волокон сердцевины их не будут совпадать (рис. 11.16). Сварочное устройство должно обеспечивать достаточную прочность стыка, малые вносимые потери, надежность и воспроизводимость результатов, простоту обращения в полевых -условиях, быть безопасным и надежным в работе в различных атмосферных климатических условиях. Эти требования могут быть обеспечены цри электросварке с максимальной автоматизацией работ и тщательном контроле за процессом сварки в целях уменьшения деформации сердцевины волокна. Описываемое ниже сварочное устройство (рис. 11.17) отвечает указанным требованиям. Устройство включает сварочный агрегат, юстировочные приспособления и контрольные приборы.. Возможны два режима работы - автоматизированный процесс юстировки и сварки (рис. 11.18); ручная юстировка с пьезоэлектронным манипулятором. Весь процесс автоматизированного сращивания волокон занимает всего лишь 1 мин. К микроскопу можно подключить телевизионную камеру и наблюдать на экране за ходом сварки. Осевая юстировка волокон и обеспечение совпадения сердцевин сращиваемых волокон производятся по максимуму  Рс. 11.17. Сварочное устройство для одномодовых волокон 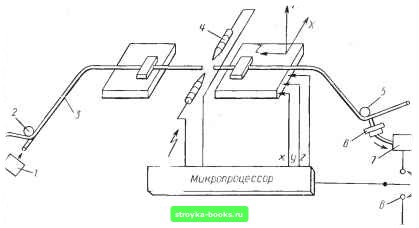 Рис. 11.18. Принципиальная схема сварки одномодовых волокон: /-источник оптического сигнала; 2, 5-оправка; 3-ОВ; 4-электрод; 6-фотодиод; 7-усилитель; S-вход в аналоговую систему общего назначения принимаемого сигнала. Для этого торцы стыкуемых волокон перемещаются вручную или под контролем микропроцессора. Известны три метода осевой юстировки: 1) первый метод (рис. 11.19, а) предполагает расположение оптического передатчика Пер и приемника Пр на дальних концах стыкуемых волокон. Информация от приемника передается по каналу обратной связи к стыковочному устройству; 2) второй метод (рис. 11.19,6) предполагает расположение f источника излучения на дальнем конце одного из стыкуемых ОВ, а оптического детектора-в непосредственной близости Стык -0-- Канал обратной связи Стык а) 5) Ввод излучения Стык ВыРод излучения ЗыВод излучения Рис. 11.19. Методы осевой юстировки волокон 237 [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] [ 77 ] [78] [79] [80] [81] [82] [83] [84] [85] [86] 0.0009 |